Sul forum ASN Alfonso Scoppetta ( bravissimo ferromodellista che commercializza i suoi lavori con il marchio HiTech Rail Rad http://www.hitech-rr-modelling.it/ - la sua GR835 é stata eletta modello dell'anno nella categoria locomotive dai soci ASN ) ha tenuto una lezione magistrale sulla saldatura.
Con il suo permesso la riporto qui integralmente perché la ritengo utilissima in particolar modo per chi si accinge ad affrontare questo problema.
<font color="blue"> Quello che normalmente si intede per saldatura è unire insieme due pezzi di metallo. In realtà, il termine "saldatura" è riferito solo all'unione di due pezzi dello stesso metallo usando lo stesso metallo. Saldare il ferro con il ferro usando ferro è una saldatura, s aldare due pezzi di ottone usando ottone come legante è una saldatura e così via. Questo tipo di saldatura è chiamata Saldatura Autogena.
Se si uniscono due pezzi di metallo anche uguali, ma usando un altro metallo diverso o una lega che fonde a bassa temperatura si chiama "brasatura". Quindi, quando si salda ottone con ottone usando lega eutettica di stagno/piombo 60/40 si effettua in realtà una brasatura. Anche quando si impiega una lega a base di oro/argento per saldare ottone con ottone...
A sua volta la brasatura viene suddivisa in due categorie:
• Brasatura forte (in inglese “brazing”), in cui la temperatura di fusione del materiale d’apporto è maggiore di 450°C
• Brasatura dolce (in inglese “soldering”), in cui la temperatura di fusione del materiale d’apporto è minore di 450°C
In elettronica si usa la brasatura dolce o più semplicemente saldatura a stagno o stagnatura. La temperatura di lavoro è normalmente intorno ai 350 °C, questo per non sollecitare troppo i componenti elettronici e ridurne la vita utile.
Nelle brasature si utilizzano diversi tipi di leghe, che sono una miscela di elementi chimici di cui almeno uno è un metallo; ad esempio il filo per saldature, fino a qualche tempo fa, era composta dal 60% di stagno e dal 40% di piombo. Oggi, secondo la regolamentazione imposta dall'UE in materia di sicurezza e rispetto per l'ambiente, si usano leghe senza piombo (lead free), in genere composte dal 97% di stagno e 3% di argento o oro.
Si chiama Lega Eutettica, una lega in cui la percentuale dei vari componenti è tale da far sì che la temperatura di fusione della lega sia la più bassa possibile.
Il processo di saldatura:
La saldatura/brasatura richiede quindi:
Un saldatore elettrico di piccola potenza (in inglese “soldering iron”) utilizzato per riscaldare la lega saldante ed il giunto da saldare. Le caratteristiche consigliate sono che il saldatore abbia una potenza minima di 40-50 Watt con temperatura controllata e regolabile elettronicamente.
Il materiale d’apporto che sarà fuso, detto anche lega saldante o lega di saldatura, disponibile in fili.
Il flussante il cui scopo è quello di effettuare un’azione disossidante delle parti da saldare. Il flussante è normalmente contenuto all’interno di una cavità dei fili di lega saldante
Il processo di saldatura manuale pertanto si può definire suddividendolo nelle seguenti fasi:
(a) la punta del saldatore deve essere pulita, ben stagnata e della forma giusta per massimizzare l’area di contatto da saldare. Il filo di saldatura e la punta riscaldata sono applicate nella zona di saldatura.
(b) Il giunto viene portato a 40°C oltre il punto di fusione per 2 - 5 secondi, in questo arco di tempo il flussante inizia ad attivarsi e la lega di saldatura inizia a fluire.
(c) La lega di saldatura fluisce. Si muove lungo la superficie da saldare.
(d) La punta riscaldata viene tolta e la lega di saldatura si solidifica
È bene precisare che la saldatura non realizza un semplice “incollaggio” fra le parte ma all’interfaccia fra lega saldante e materiale si forma un sottile strato di transizione costituito da una lega composta da lega saldante e materiale, strato che viene chiamato “di alligazione”.
Per chiarire, nel caso di saldatura di un filo di rame con lega stagno-piombo, con la saldatura si forma uno strato di lega rame-stagno-piombo, che garantisce il buon collegamento sia meccanico che elettrico. Se non si forma questa sottile zona, la saldatura è scadente (saldatura fredda) e sia il collegamento elettrico che meccanico sono scadenti.
I flussanti
Come già detto il flussante ha lo scopo di pulire le superfici da saldare, è costituito da un materiale con proprietà corrosive, normalmente una resina di origine vegetale ossia la colofonia (in inglese “rosin”).
La colofonia è debolmente corrosiva, quindi è adatta per la pulizia di superfici poco ossidate, se è necessario un maggior potere corrosivo (superfici con maggior ossidazione), vengono aggiunti dei solventi che ne aumentano il potere corrosivo, chiaramente in questi casi dopo l’uso del flussante è necessario procedere ad una accurata pulizia delle superfici al fine di rimuovere ogni traccia di flussante, che potrebbe altrimenti continuare la sua azione corrosiva soprattutto nel caso di saldature per elettronica, danneggiando i componenti elettronici.
In attività di saldatura a stagno-piombo di tipo non elettronico è possibile l’uso di flussanti ancora più forti, in genere acidi o soluzioni più o meno forti di acidi (di solito l’acido cloridrico).
Un ottimo flussante consigliato per saldare le lastrine di ottone o di alpacca è quello per Brasature Dolci della Würth.
Piccoli accorgimenti per lavorare al meglio
La temperatura di fusione della lega Sn60/40Pb e' intorno ai 250 °C, mentre quella del disossidante intorno ai 300 °C, quindi la punta del saldatore va tenuta intorno ai 350-380 °C.
Per punte sottili non esercitate una pressione troppo elevata sulla punta stessa per evitare di piegarla e magari rovinarla.
L'importante e' il contatto con la superficie che viene toccata dalla punta. La pressione non aumenta la capacita' di trasferimento del calore.
L'estremita' della punta del saldatore deve essere sempre impregnata di stagno perche' possa funzionare al meglio.
Appena acquistato il saldatore o quando viene montata una punta nuova, bisogna subito ricoprirla di un sottile strato di stagno per una lunghezza di 2-3 mm tutta intorno.
Una volta ripulita con la spugnetta bagnata, la punta deve risultare liscia e di un colore argento splendente.
Pulire e sgrassare bene le zone da saldare. Si possono usare prodotti come gli antisiliconici che eliminano grasso delle mani e sporco vario (costro abbastanza elevato), oppure immergere le lastrine in acqua e aceto (50% e 50%) per qualche ora e poi asciugarle per bene (costo irrisorio). I più fanatici (vedi il sottoscritto) dopo l'immersione in acqua e aceto, puliscono le zone da saldare passando della carta abrasiva sottile.
Dimenticavo!
Non grattate le punte con la lima o con la carta vetrata per non togliere il materiale di rinforzo che si trova sul supporto di rame, in caso contrario le punte durano pochissimo! Ma soprattutto non usate i cosiddetti prodotti per ravvivare le punte, che di solito sono prodotti chimici pericolosi per inalazione, e molti di questi addirittura acclarati tumorali.
Alla prossima puntata!!
Alfonso Scoppetta</font id="blue">
Ben arrivato! Fai login o registrati per fruire di tutte le funzionalità del forum e del sito.
Se eri già registrato e non ti ricordi la password usa questo link per recuperare l'accesso.
Sito e forum dedicati al fermodellismo, il nostro hobby viene praticato in molte maniere diverse, tutte ugualmente valide: hai un plastico? oppure sei un collezionista? oppure un semplice appassionato? Non esitare a scrivere nel forum, tutti gli interventi sono benvenuti... Postate foto e video del vostro plastico e chiedete aiuto per ogni problema o curiosità inerente al nostro hobby.
oo GasTT in Tour 2026 oo
La saldatura questa sconosciuta
Moderatori: MrMassy86, adobel55, lorelay49
-
giuseppe_risso

- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
-
Marshall61

- Messaggi: 7203
- Iscritto il: martedì 1 novembre 2011, 20:50
- Nome: Carlo
- Regione: Toscana
- Città: Livorno
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Ciao, Carlo
Carlo - Non esistono problemi, esistono solo le soluzioni. È lo spirito dell'uomo a creare il problema dopo. (Andrè Gide)
-
Andrew245

- Messaggi: 4205
- Iscritto il: lunedì 23 gennaio 2012, 21:12
- Nome: Andrea
- Regione: Veneto
- Città: Venezia
- Stato: Non connesso
Re: La saldatura questa sconosciuta
- Grazie Giuseppe, utilissima iniziativa , ringraziando anche Alfonso 
Andrea
Andrea
Andrea Robassa - il mio “plastico nel plastico"
-
Andrea

- Socio GAS TT
- Messaggi: 23698
- Iscritto il: mercoledì 26 ottobre 2011, 19:42
- Nome: Andrea
- Regione: Lombardia
- Città: Milano
- Ruolo: Amministratore
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Interessante!
Andrebbe messa anche su wikipedia.
Andrebbe messa anche su wikipedia.
Andrea - “I fermodellisti sono tanti e legati da un'amicizia sincera, che esplode in una cordialità ormai rara nel mondo rumoroso ed incerto di oggi”. La valle incantata
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Aspettiamo di vedere il seguito, e se qualcuno vuole aggiungere qualcosa, poi si potrebbe fare una bella guida per il sito. 
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
Massimo Salvadori

- Socio GAS TT
- Messaggi: 2550
- Iscritto il: martedì 1 novembre 2011, 0:01
- Nome: Massimo
- Regione: Lombardia
- Città: Peschiera Borromeo
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Se volete una guida su quello che <font color="red"><font face="Comic Sans MS">NON</font id="Comic Sans MS"></font id="red"> si deve fare ... Ho un bagaglio di esperienze vastissimo !!!
Massimo Salvadori - la mia collezione in scala TT
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Massimo ha scritto:
Se volete una guida su quello che <font color="red"><font face="Comic Sans MS">NON</font id="Comic Sans MS"></font id="red"> si deve fare ... Ho un bagaglio di esperienze vastissimo !!!
Mentitore!
Io ho visto cose molto belle
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
Edgardo_Rosatti

- Socio GAS TT
- Messaggi: 5196
- Iscritto il: venerdì 28 ottobre 2011, 0:59
- Nome: Edgardo
- Regione: Lombardia
- Città: Muggiò
- Età: 61
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Grazie giuseppe per la condivisione del post e complimenti ad Alfonso per l'impeccabile articolo
Io uso un saldatore molto economico della Ewig da 25/50 watt con punte a baionetta trattate che cambio quando col tempo non mantengono più la protezione.
Costa di più la punta che il saldatore stesso; il saldatore è una semplice resistenza a 230 Volt con un diodo ed un pulsante per avere 25 o 50 Watt
di potenza, la punta è il cuore del saldatore. Va bene per montaggi elettronici e per i modelli in ottone.
Se posso aggiungere qualcosa, sconsiglio vivamente i saldatori che non hanno la possibilità di cambiare le punte, tipo quelli dei supermercati con
il corpo sforacchiato e la punta ricurva e tenuta in posizione con una vite. Durano poco.
L'ideale sarebbe una stazione saldante a bassa tensione. Costa un po' di più ma consente di regolare la temperatura di esercizio e non presenta
problemi di scariche elettrostatiche (ideale per il montaggio di componenti elettronici particolarmente sensibili).
Infine, da quello che so esistono anche i saldatori ad aria calda per il montaggio dei componenti elettronici SMD (Surface Mounting Device), ma
questo è un'altro pianeta.
Io uso un saldatore molto economico della Ewig da 25/50 watt con punte a baionetta trattate che cambio quando col tempo non mantengono più la protezione.
Costa di più la punta che il saldatore stesso; il saldatore è una semplice resistenza a 230 Volt con un diodo ed un pulsante per avere 25 o 50 Watt
di potenza, la punta è il cuore del saldatore. Va bene per montaggi elettronici e per i modelli in ottone.
Se posso aggiungere qualcosa, sconsiglio vivamente i saldatori che non hanno la possibilità di cambiare le punte, tipo quelli dei supermercati con
il corpo sforacchiato e la punta ricurva e tenuta in posizione con una vite. Durano poco.
L'ideale sarebbe una stazione saldante a bassa tensione. Costa un po' di più ma consente di regolare la temperatura di esercizio e non presenta
problemi di scariche elettrostatiche (ideale per il montaggio di componenti elettronici particolarmente sensibili).
Infine, da quello che so esistono anche i saldatori ad aria calda per il montaggio dei componenti elettronici SMD (Surface Mounting Device), ma
questo è un'altro pianeta.
ED
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Bravo Edgardo, ottima aggiunta.
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
liftman

- Messaggi: 7762
- Iscritto il: domenica 29 gennaio 2012, 14:40
- Nome: Rolando
- Regione: Liguria
- Città: La Spezia
- Ruolo: Moderatore
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Ottima guida! un grazie a Giuseppe per il post, e ad Alfonso per la condivisione
Ciao!
Rolando
Rolando
-
Massimo Salvadori
- Socio GAS TT
- Messaggi: 2550
- Iscritto il: martedì 1 novembre 2011, 0:01
- Nome: Massimo
- Regione: Lombardia
- Città: Peschiera Borromeo
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Grazie ragazzi ! La "lezione" me la sono stampata, come tutte le cose importanti; quanto al saldatore ottimo il suggerimento di Edgardo e il nome della marca, infatti ho da poco acquistato un saldatore elettrico da pochi € con "punta ricurva trattenuta da una vite e il corpo traforato ..." quando sarà il momento di cambiarlo ti chiamerò !
Massimo Salvadori - la mia collezione in scala TT
-
Andrea
- Socio GAS TT
- Messaggi: 23698
- Iscritto il: mercoledì 26 ottobre 2011, 19:42
- Nome: Andrea
- Regione: Lombardia
- Città: Milano
- Ruolo: Amministratore
- Stato: Non connesso
Re: La saldatura questa sconosciuta
giuseppe_risso ha scritto:
... e se qualcuno vuole aggiungere qualcosa, poi si potrebbe fare una bella guida per il sito.
Mi sembra un'ottima idea.
Le informazioni non mancano di certo.
Andrea - “I fermodellisti sono tanti e legati da un'amicizia sincera, che esplode in una cordialità ormai rara nel mondo rumoroso ed incerto di oggi”. La valle incantata
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Alfonso ha pubblicato la seconda parte:
<font color="blue">Seconda parte
Come scegliere il proprio saldatore.
Per iniziare ad avventurarsi nel mondo della saldatura amatoriale è necessario scegliere il saldatore che più si adatta ai nostri scopi e necessità.
1. Innanzitutto è necessario capire cosa si deve fare con il saldatore: per un utilizzo sporadico e per lavori molto semplici è sufficiente un saldatore a stilo del tipo più comune, ovvero di piccola potenza (max 20-30 Watt) e senza regolazione della temperatura. Saldatori di questo tipo sono reperibili in qualsiasi ferramenta o negozio "brico" tra i 5 e i 25 euro, a seconda della marca e potenza. Se si ha la possibilità di frequentare una fiera dell'elettronica, si avrà occasione di trovare prodotti dai costi sensibilmente inferiori (anche 3 Euro) e resa pressocchè identica. A questo acquisto è necessario affiancare, se non compreso nella confezione, un supporto per saldatore (meglio se dotato di spugna) al quale appoggiare l'attrezzo quando è acceso e non utilizzato.
Immagine:

131,23 KB
2. Se si pianifica di utilizzare con una certa frequenza il saldatore e per lavori di una certa complessità, allora è quasi indispensabile ricorrere ai modelli cosiddetti "stazione saldante", ovvero costituiti da un corpo centrale dotato di portapuntale, spugnetta e regolazione della temperatura della punta, più o meno precisa in proporzione alla qualità del prodotto. Una stazione "decente" deve avere una potenza non inferiore ai 40-50 Watt e un discreto controllo della temperatura, meglio se digitale (e qui il prezzo sale). Per esperienza, una stazione discreta la si trova nei negozi di elettronica o sul mio sito, marcata ZD98 o WS98 distribuita in italia da Melchioni Elettronica, per 25 euro: tale stazione ha una potenza di 50 W, con controllo elettronico della temperatura, che è regolabile da 160 a 480 °C.
3. Ad un saldatore è buona norma affiancare altri semplici attrezzi, quali il portasaldatore con spugna (già citato), una pompetta aspirastagno, pinzette a becco ricurvo e una terza mano. La pompetta aspirastagno è un semplice attrezzo che "risucchia" lo stagno fuso, utile per dissaldare e rifare saldature a freddo o bruciate. Le pinzette a becco ricurvo sono utili per maneggiare piccoli pezzi o componenti su schede fissate grazie alla "terza mano", che altro non è che un supporto dotato di due o più bracci metallici snodabili terminanti con morsetti a coccodrillo, e talvolta una lente di ingrandimento, indispensabile per lavorare con precisione. Tutti questi prodotti costano pochi euro, e sono acquistabili presso quasi qualsiasi ferramenta o negozio di elettronica. In alternativa alla pompetta succhiastagno, è possibile usare una trecciola dissaldante, anch'essa acquistabile nei negozi di elettronica
Immagine:

122,27 KB]
Come realizzare stagnature nel modo corretto
E' l'azione fondamentale per realizzare saldature per circuiti elettronici o saldature di lastrine d'ottone/alpacca: la stagnatura, operazione semplice a patto che si conoscano e seguano alcune semplici regole operative. Un lavoro fatto a regola d'arte eviterà parecchi problemi di "falsi contatti" a circuito finito, o saldature grossolane oppure "deboli" nel montaggio di lastrine.
1 La prima regola della stagnatura è mantenere sempre la punta del saldatore pulita ed efficiente. Il saldatore, quando utilizzato, deve essere trattato con cura: tra una stagnatura e l'altra, si deve pulire la punta nell'apposita spugna, prevalentemente bagnata, e una volta finito il lavoro è buona norma far sciogliere una patina di lega stagnante sulla punta in modo da proteggerla dall'ossidazione, prima di spegnere il saldatore.
Immagine:
6,9 KB
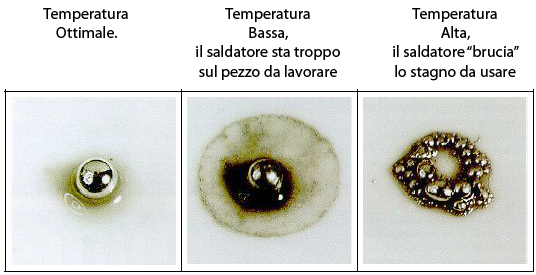
2 Il secondo passo è disporre di filo metallico di qualità. La lega per saldare è particolare, formata da Stagno e Piombo rispettivamente al 60% e 40% (lo si trova indicato come Sn/Pb 60/40). Il filo inoltre è cavo, perchè al suo interno contiene una soluzione detta flussante che alla fusione dello stagno "sale a galla", essendo più leggera del metallo fuso, e impedisce la formazione di una patina ossidata. La temperatura di fusione non è molto elevata, attorno ai 250-320°C, e una temperatura del saldatore troppo elevata o la fusione ripetuta di stagno già fuso possono portare a bruciare il flussante incorporato, rovinando la stagnatura, come si può vedere nell'immagine seguente:
Immagine:
105,77 KB
3 Terzo passo: disporre di un flussante liquido per brasature/saldature dolci. Il flussante (in inglese flux) è un prodotto chimico utilizzato per preparare la superficie metallica alla saldatura. Tutte le superfici metalliche esposte all'aria tendono a creare composti con i gas ivi contenuti e si rivestono di un sottile strato di ossido (passivazione): la sua asportazione è detta depassivazione o decapaggio.
Il flussante utilizzato in elettronica o per saldare le lastrine d'ottone/alpacca, ha tre funzioni:
a) depassivare le superfici da saldare;
b) proteggere temporaneamente le superfici fino alla saldatura;
c) favorire la bagnatura delle superfici da parte della lega saldante.
Per i lavori di modellismo si consiglia di utilizzare un flussante per "saldature/brasature dolci" (vedi La saldatura questa sconosciuta: parte 1a).
Personalmente utilizzo il Solvente Nr. 41 per saldatura dolce della Würth cod. 0987141 le cui caratteristiche sono:
- disossidante liquido autodepuratore a norma DIN 8511
- non contiene cloruro di zinco
- per superfici fortemente ossidante (non è idoneo per impianti elettrici)
- ha residui solubili in acqua e non inquinanti.
E' ottima regola, se non addirittura obbligatoria, dopo ogni sessione di saldatura ripulire per bene la punta del saldatore, evitando che ci siano "accumuli" di disossidante che porterebbero ad una accorciamento della vita lavorativa della punta del saldatore.
N.B. Perchè il flussante e non la pasta salda.
E' preferibile usante il flussante liquido e non quello in pasta, volgarmente chiamato "pasta salda", perchè quest'ultima per mantenere la sua consistenza in pasta o gel, contiene elementi chimici che vaporizzano nell'operazione di saldatura e che risultano altamente dannosi alla sua salute, oltrechè dannosi per gli strumenti usati, in quanto contenenti tetracloruro o cloruro di zinco.
4 Tenendo ben presenti questi avvertimenti, cominciamo a saldare.
Ripulite per bene le zone da saldare, così come indicato in "La saldatura questa sconosciuta: parte 1a". Con un pennello stendete un leggero strato di flussante, poi con una mano impugnate il saldatore, a mò di penna, e con l'altra il filo di stagno. Sciogliete una certa quantità di stagno sulla punta del saldatore e toccate leggermente per qualche secondo la zona su cui avete steso il flussante: come per magia vedrete lo stagno "correre" lungo la zona ricoperta di flussante. Togliete la punta del saldatore e attendete che la zona si raffreddi. Verificate ad un'ispezione visuale che la saldatura sia ottimale.
Nel caso l'operazione sia riuscita male, o la stagnatura sia venuta troppo grossa (succede quando si esagera con la lega stagnante), non modificarla con il puntale, bensì rifondete lo stagno, asportatelo con la pompetta apposita e ricominciate da capo. Insistere su una stagnatura già fatta porta solo a bruciare il flussante e rovinare il lavoro. Stesso discorso per le stagnature cosiddette "a freddo", ovvero causate da un'insufficiente riscaldamento della zona da saldare e riconoscibili dalla forma, un grumo di stagno lucido che non copre interamente la zona prevista.
Dimenticavo!
Poichè, come dice il nostro grande Maestro Mario, nessuno nasce imparato, l'unico modo per effettuare buone stagnature è l'esperienza fatta di tentativi andati a male, e di tempo.....Cominciate ad esercitarvi su pezzetti di lastrine di scarto....provate, provate, provate, provate, provate....non lasciatevi abbattere dagli inevitabili insuccessi: chi scrive lo ha imparato a sue spese ...e quando finalmente vi sentirete pronti lanciatevi nel montaggio della vostra lastrina.
Buon divertimento
Alfonso Scoppetta (da un post del forum ASN)</font id="blue">
<font color="blue">Seconda parte
Come scegliere il proprio saldatore.
Per iniziare ad avventurarsi nel mondo della saldatura amatoriale è necessario scegliere il saldatore che più si adatta ai nostri scopi e necessità.
1. Innanzitutto è necessario capire cosa si deve fare con il saldatore: per un utilizzo sporadico e per lavori molto semplici è sufficiente un saldatore a stilo del tipo più comune, ovvero di piccola potenza (max 20-30 Watt) e senza regolazione della temperatura. Saldatori di questo tipo sono reperibili in qualsiasi ferramenta o negozio "brico" tra i 5 e i 25 euro, a seconda della marca e potenza. Se si ha la possibilità di frequentare una fiera dell'elettronica, si avrà occasione di trovare prodotti dai costi sensibilmente inferiori (anche 3 Euro) e resa pressocchè identica. A questo acquisto è necessario affiancare, se non compreso nella confezione, un supporto per saldatore (meglio se dotato di spugna) al quale appoggiare l'attrezzo quando è acceso e non utilizzato.
Immagine:
131,23 KB
2. Se si pianifica di utilizzare con una certa frequenza il saldatore e per lavori di una certa complessità, allora è quasi indispensabile ricorrere ai modelli cosiddetti "stazione saldante", ovvero costituiti da un corpo centrale dotato di portapuntale, spugnetta e regolazione della temperatura della punta, più o meno precisa in proporzione alla qualità del prodotto. Una stazione "decente" deve avere una potenza non inferiore ai 40-50 Watt e un discreto controllo della temperatura, meglio se digitale (e qui il prezzo sale). Per esperienza, una stazione discreta la si trova nei negozi di elettronica o sul mio sito, marcata ZD98 o WS98 distribuita in italia da Melchioni Elettronica, per 25 euro: tale stazione ha una potenza di 50 W, con controllo elettronico della temperatura, che è regolabile da 160 a 480 °C.
3. Ad un saldatore è buona norma affiancare altri semplici attrezzi, quali il portasaldatore con spugna (già citato), una pompetta aspirastagno, pinzette a becco ricurvo e una terza mano. La pompetta aspirastagno è un semplice attrezzo che "risucchia" lo stagno fuso, utile per dissaldare e rifare saldature a freddo o bruciate. Le pinzette a becco ricurvo sono utili per maneggiare piccoli pezzi o componenti su schede fissate grazie alla "terza mano", che altro non è che un supporto dotato di due o più bracci metallici snodabili terminanti con morsetti a coccodrillo, e talvolta una lente di ingrandimento, indispensabile per lavorare con precisione. Tutti questi prodotti costano pochi euro, e sono acquistabili presso quasi qualsiasi ferramenta o negozio di elettronica. In alternativa alla pompetta succhiastagno, è possibile usare una trecciola dissaldante, anch'essa acquistabile nei negozi di elettronica
Immagine:
122,27 KB]
Come realizzare stagnature nel modo corretto
E' l'azione fondamentale per realizzare saldature per circuiti elettronici o saldature di lastrine d'ottone/alpacca: la stagnatura, operazione semplice a patto che si conoscano e seguano alcune semplici regole operative. Un lavoro fatto a regola d'arte eviterà parecchi problemi di "falsi contatti" a circuito finito, o saldature grossolane oppure "deboli" nel montaggio di lastrine.
1 La prima regola della stagnatura è mantenere sempre la punta del saldatore pulita ed efficiente. Il saldatore, quando utilizzato, deve essere trattato con cura: tra una stagnatura e l'altra, si deve pulire la punta nell'apposita spugna, prevalentemente bagnata, e una volta finito il lavoro è buona norma far sciogliere una patina di lega stagnante sulla punta in modo da proteggerla dall'ossidazione, prima di spegnere il saldatore.
Immagine:
6,9 KB
2 Il secondo passo è disporre di filo metallico di qualità. La lega per saldare è particolare, formata da Stagno e Piombo rispettivamente al 60% e 40% (lo si trova indicato come Sn/Pb 60/40). Il filo inoltre è cavo, perchè al suo interno contiene una soluzione detta flussante che alla fusione dello stagno "sale a galla", essendo più leggera del metallo fuso, e impedisce la formazione di una patina ossidata. La temperatura di fusione non è molto elevata, attorno ai 250-320°C, e una temperatura del saldatore troppo elevata o la fusione ripetuta di stagno già fuso possono portare a bruciare il flussante incorporato, rovinando la stagnatura, come si può vedere nell'immagine seguente:
Immagine:
105,77 KB
3 Terzo passo: disporre di un flussante liquido per brasature/saldature dolci. Il flussante (in inglese flux) è un prodotto chimico utilizzato per preparare la superficie metallica alla saldatura. Tutte le superfici metalliche esposte all'aria tendono a creare composti con i gas ivi contenuti e si rivestono di un sottile strato di ossido (passivazione): la sua asportazione è detta depassivazione o decapaggio.
Il flussante utilizzato in elettronica o per saldare le lastrine d'ottone/alpacca, ha tre funzioni:
a) depassivare le superfici da saldare;
b) proteggere temporaneamente le superfici fino alla saldatura;
c) favorire la bagnatura delle superfici da parte della lega saldante.
Per i lavori di modellismo si consiglia di utilizzare un flussante per "saldature/brasature dolci" (vedi La saldatura questa sconosciuta: parte 1a).
Personalmente utilizzo il Solvente Nr. 41 per saldatura dolce della Würth cod. 0987141 le cui caratteristiche sono:
- disossidante liquido autodepuratore a norma DIN 8511
- non contiene cloruro di zinco
- per superfici fortemente ossidante (non è idoneo per impianti elettrici)
- ha residui solubili in acqua e non inquinanti.
E' ottima regola, se non addirittura obbligatoria, dopo ogni sessione di saldatura ripulire per bene la punta del saldatore, evitando che ci siano "accumuli" di disossidante che porterebbero ad una accorciamento della vita lavorativa della punta del saldatore.
N.B. Perchè il flussante e non la pasta salda.
E' preferibile usante il flussante liquido e non quello in pasta, volgarmente chiamato "pasta salda", perchè quest'ultima per mantenere la sua consistenza in pasta o gel, contiene elementi chimici che vaporizzano nell'operazione di saldatura e che risultano altamente dannosi alla sua salute, oltrechè dannosi per gli strumenti usati, in quanto contenenti tetracloruro o cloruro di zinco.
4 Tenendo ben presenti questi avvertimenti, cominciamo a saldare.
Ripulite per bene le zone da saldare, così come indicato in "La saldatura questa sconosciuta: parte 1a". Con un pennello stendete un leggero strato di flussante, poi con una mano impugnate il saldatore, a mò di penna, e con l'altra il filo di stagno. Sciogliete una certa quantità di stagno sulla punta del saldatore e toccate leggermente per qualche secondo la zona su cui avete steso il flussante: come per magia vedrete lo stagno "correre" lungo la zona ricoperta di flussante. Togliete la punta del saldatore e attendete che la zona si raffreddi. Verificate ad un'ispezione visuale che la saldatura sia ottimale.
Nel caso l'operazione sia riuscita male, o la stagnatura sia venuta troppo grossa (succede quando si esagera con la lega stagnante), non modificarla con il puntale, bensì rifondete lo stagno, asportatelo con la pompetta apposita e ricominciate da capo. Insistere su una stagnatura già fatta porta solo a bruciare il flussante e rovinare il lavoro. Stesso discorso per le stagnature cosiddette "a freddo", ovvero causate da un'insufficiente riscaldamento della zona da saldare e riconoscibili dalla forma, un grumo di stagno lucido che non copre interamente la zona prevista.
Dimenticavo!
Poichè, come dice il nostro grande Maestro Mario, nessuno nasce imparato, l'unico modo per effettuare buone stagnature è l'esperienza fatta di tentativi andati a male, e di tempo.....Cominciate ad esercitarvi su pezzetti di lastrine di scarto....provate, provate, provate, provate, provate....non lasciatevi abbattere dagli inevitabili insuccessi: chi scrive lo ha imparato a sue spese ...e quando finalmente vi sentirete pronti lanciatevi nel montaggio della vostra lastrina.
Buon divertimento
Alfonso Scoppetta (da un post del forum ASN)</font id="blue">
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
E la terza:
<font color="blue">Selezione della punta del saldatore
Un’altra scelta molto importante da non sottovalutare è quella della punta del saldatore o dello stilo saldante.
La punta dovrebbe essere larga almeno quanto la connessione che stiamo per realizzare. Punte spesse e corte immagazzinano e trasferiscono più calore alla giuntura di quanto siano in grado di fare punte lunghe e sottili, pertanto queste ultime, vanno utilizzate esclusivamente per la realizzazione di saldature di piccola superficie, o per saldature in elettronica.
Immagine:

42,87 KB
Può capitare a volte, che il saldatore non riesca a fondere lo stagno nei 2 o 3 secondi prestabiliti, ciò significa che la punta che stiamo utilizzando è troppo piccola. Quindi per saldare le lastrine dei kit in ottone e/o alpacca, cerchiamo di dotarci di punte corte e larghe da un minimo di 2 mm ad un massimo di 4mm.
Le punte in commercio sono realizzate da rame rivestito galvanicamente da uno strato di ferro, questo per allungarne la vita operativa: evitiamo pertanto di limarle, poiché ciò causerebbe un danno funzionale alla stessa alterandone la dinamica termica e aumenterebbe il rischio sicurezza.
Alcuni consigli per la vostra sicurezza e piccoli accorgimenti.
E’ importante sottolineare che la maggior parte delle sostanze accennate in "La saldatura questa sconosciuta: parte 1a e parte 2a", sono tossiche.
Evitare pertanto di inalare i fumi di stagno durante la saldatura, è buona regola, poiché in larghe concentrazioni potrebbero irritare gli occhi e i polmoni.
E’ consigliabile, inoltre, lavorare in ambienti ben arieggiati, o di usare un ventilatore orientato verso una finestra aperta, in modo da aspirare i fumi e spingerli al di fuori della stessa.
Attenzione però, il flusso d’aria del ventilatore non deve essere orientato sul saldatore per non raffreddarne la punta!
Indossare degli occhiali di sicurezza per evitare che le bolle di flussante o di stagno possano saltare agli occhi.
Lo stagno e i terminali dei componenti elettronici contengono piombo, che essendo un metallo morbido potrebbe lasciare delle tracce sulle mani di chi sta lavorando.
Lavare bene le mani con acqua e sapone appena terminato il lavoro, specialmente prima di toccare i cibi.
Evitare inoltre di mangiare dove si lavora.
Quando avete finito la sessione di lavoro, ripulire per bene la punta del saldatore, sciogliere sulla sua punta dello stagno in modo che lo ricopra, e spegnere il saldatore: questa tecnica prolunga, e di molto, la vita operativa della punta del saldatore
•Molte spesso vedo persone che - sbagliando - “pucciano” come se fosse un biscotto la punta del saldatore nel barattolo del flussante. Il flussante invece deve essere usato nel caso in cui i componenti che andiamo a saldare non abbiano uno strato di stagno predepositato sui piedini, o siano delle lastrine di ottone/alpacca, dove lo stagno non aderisce facilmente.
In questo caso si deve prendere un pennello e si deve stendere un sottile strato di flussante direttamente sulla zona in cui verrà effettuata la saldatura.
•Un altro atteggiamento pericoloso è l’indossare guanti in lattice o comunque in materiali facilmente infiammabili: il semplice contatto con il metallo caldo potrebbe avere gravi conseguenze per la vostra salute che potete ben immaginare.
La dissaldatura
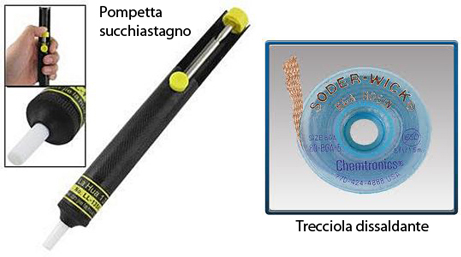
La dissaldatura è un processo molto importante e pertanto merita di essere descritta con cura. Uno dei sistemi per dissaldare più utilizzato è quello che prevede l'impiego di una pompa a stantuffo in combinazione con il saldatore. Queste pompette hanno generalmente una forma cilindrica e all'estremità hanno un ugello che permette di risucchiare lo stagno. Si preme lo stantuffo, che viene bloccato quando raggiunge il fondo corsa e poi sbloccato mediante un pulsante. In questo modo, trasmettendo il calore alla saldatura con la punta del saldatore fino a far fondere lo stagno, si appoggia l'ugello in prossimità della zona interessata e con il pulsante si aziona l'aspirazione dello stagno fuso (dovuto ad un rapido retrocedere dello stantuffo, spinto da una molla).
Un altro sistema consiste nell'usare una treccia di fili di rame opportunamente preparata. Queste trecciole, denominate trecciole dissaldanti, sono costituite da fili di rame molto sottili intrecciati fra loro in modo da formare una striscia piatta di spessore ridotto. Per procedere alla dissaldatura bisogna mettere a contatto con la zona saldata una porzione della trecciola, applicando poi su quest'ultima il saldatore; il calore si trasmetterà allo stagno e ne provocherà la fusione. A questo punto la trecciola, grazie al fenomeno della capillarità (prodotto dai piccoli spazi vuoti tra i fili che la formano), assorbe lo stagno.
Immagine:
82,25 KB
Entrambi questi sistemi richiedono una certa pratica prima di poter garantire una certa qualità; pertanto consiglio di fare molta pratica ad esempio su circuiti danneggiati per poter acquisire una certa confidenza sia con il ferro per saldare sia con la pompetta (o la trecciola dissaldante)
Ora andiamo a vedere i pro e i contro di entrambi i sistemi di dissaldatura:
Pompetta
PRO
-la plastica (di solito siliconica resistente ad alte temperature) con cui è realizzato l'ugello impedisce l'adesione dello stagno;
-l'aspirazione è molto forte e, quindi, lo stagno viene rimosso con maggiore rapidità.
CONTRO
-bisogna essere abbastanza pratici per evitare che la lega si solidifichi rendendo così impossibile l'aspirazione.
Trecciola dissaldante
PRO
-l'assorbimento dello stagno è sempre garantito poichè non dipende dall'azione di un dispositivo pneumatico;
- è un sistema molto semplice da utilizzare;
- un'eventuale raffreddamento dello stagno non pregiudica la riuscita della dissaldatura poiché il calore viene trasmesso durante l'assorbimento dello stagno.
CONTRO
- è un procedimento lento e l'operazione va ripetuta più di una volta per ogni dissaldatura;
- la trecciola non può essere recuperata ed è necessario acquistare periodicamente dei nuovi rocchetti;
- questo è un buon sistema solo se usato sui circuiti stampati, in altri casi è preferibile l'utilizzo della pompetta.
Dimenticavo!
In tutti i lavori manuali che prevedono qualsiasi tipo di macchinario che possa risultare pericoloso o dannoso se maneggiato con superficialità, l'unica regola che vale è quella del buon senso.
Fine della sessione sulla saldatura.
Ora non avete più scuse!!
Alfonso Scoppetta (da un post del forum ASN)</font id="blue">
Vorrei ancora ringraziare Alfonso per la gentilezza e disponibilità.
<font color="blue">Selezione della punta del saldatore
Un’altra scelta molto importante da non sottovalutare è quella della punta del saldatore o dello stilo saldante.
La punta dovrebbe essere larga almeno quanto la connessione che stiamo per realizzare. Punte spesse e corte immagazzinano e trasferiscono più calore alla giuntura di quanto siano in grado di fare punte lunghe e sottili, pertanto queste ultime, vanno utilizzate esclusivamente per la realizzazione di saldature di piccola superficie, o per saldature in elettronica.
Immagine:
42,87 KB
Può capitare a volte, che il saldatore non riesca a fondere lo stagno nei 2 o 3 secondi prestabiliti, ciò significa che la punta che stiamo utilizzando è troppo piccola. Quindi per saldare le lastrine dei kit in ottone e/o alpacca, cerchiamo di dotarci di punte corte e larghe da un minimo di 2 mm ad un massimo di 4mm.
Le punte in commercio sono realizzate da rame rivestito galvanicamente da uno strato di ferro, questo per allungarne la vita operativa: evitiamo pertanto di limarle, poiché ciò causerebbe un danno funzionale alla stessa alterandone la dinamica termica e aumenterebbe il rischio sicurezza.
Alcuni consigli per la vostra sicurezza e piccoli accorgimenti.
E’ importante sottolineare che la maggior parte delle sostanze accennate in "La saldatura questa sconosciuta: parte 1a e parte 2a", sono tossiche.
Evitare pertanto di inalare i fumi di stagno durante la saldatura, è buona regola, poiché in larghe concentrazioni potrebbero irritare gli occhi e i polmoni.
E’ consigliabile, inoltre, lavorare in ambienti ben arieggiati, o di usare un ventilatore orientato verso una finestra aperta, in modo da aspirare i fumi e spingerli al di fuori della stessa.
Attenzione però, il flusso d’aria del ventilatore non deve essere orientato sul saldatore per non raffreddarne la punta!
Indossare degli occhiali di sicurezza per evitare che le bolle di flussante o di stagno possano saltare agli occhi.
Lo stagno e i terminali dei componenti elettronici contengono piombo, che essendo un metallo morbido potrebbe lasciare delle tracce sulle mani di chi sta lavorando.
Lavare bene le mani con acqua e sapone appena terminato il lavoro, specialmente prima di toccare i cibi.
Evitare inoltre di mangiare dove si lavora.
Quando avete finito la sessione di lavoro, ripulire per bene la punta del saldatore, sciogliere sulla sua punta dello stagno in modo che lo ricopra, e spegnere il saldatore: questa tecnica prolunga, e di molto, la vita operativa della punta del saldatore
•Molte spesso vedo persone che - sbagliando - “pucciano” come se fosse un biscotto la punta del saldatore nel barattolo del flussante. Il flussante invece deve essere usato nel caso in cui i componenti che andiamo a saldare non abbiano uno strato di stagno predepositato sui piedini, o siano delle lastrine di ottone/alpacca, dove lo stagno non aderisce facilmente.
In questo caso si deve prendere un pennello e si deve stendere un sottile strato di flussante direttamente sulla zona in cui verrà effettuata la saldatura.
•Un altro atteggiamento pericoloso è l’indossare guanti in lattice o comunque in materiali facilmente infiammabili: il semplice contatto con il metallo caldo potrebbe avere gravi conseguenze per la vostra salute che potete ben immaginare.
La dissaldatura
La dissaldatura è un processo molto importante e pertanto merita di essere descritta con cura. Uno dei sistemi per dissaldare più utilizzato è quello che prevede l'impiego di una pompa a stantuffo in combinazione con il saldatore. Queste pompette hanno generalmente una forma cilindrica e all'estremità hanno un ugello che permette di risucchiare lo stagno. Si preme lo stantuffo, che viene bloccato quando raggiunge il fondo corsa e poi sbloccato mediante un pulsante. In questo modo, trasmettendo il calore alla saldatura con la punta del saldatore fino a far fondere lo stagno, si appoggia l'ugello in prossimità della zona interessata e con il pulsante si aziona l'aspirazione dello stagno fuso (dovuto ad un rapido retrocedere dello stantuffo, spinto da una molla).
Un altro sistema consiste nell'usare una treccia di fili di rame opportunamente preparata. Queste trecciole, denominate trecciole dissaldanti, sono costituite da fili di rame molto sottili intrecciati fra loro in modo da formare una striscia piatta di spessore ridotto. Per procedere alla dissaldatura bisogna mettere a contatto con la zona saldata una porzione della trecciola, applicando poi su quest'ultima il saldatore; il calore si trasmetterà allo stagno e ne provocherà la fusione. A questo punto la trecciola, grazie al fenomeno della capillarità (prodotto dai piccoli spazi vuoti tra i fili che la formano), assorbe lo stagno.
Immagine:
82,25 KB
Entrambi questi sistemi richiedono una certa pratica prima di poter garantire una certa qualità; pertanto consiglio di fare molta pratica ad esempio su circuiti danneggiati per poter acquisire una certa confidenza sia con il ferro per saldare sia con la pompetta (o la trecciola dissaldante)
Ora andiamo a vedere i pro e i contro di entrambi i sistemi di dissaldatura:
Pompetta
PRO
-la plastica (di solito siliconica resistente ad alte temperature) con cui è realizzato l'ugello impedisce l'adesione dello stagno;
-l'aspirazione è molto forte e, quindi, lo stagno viene rimosso con maggiore rapidità.
CONTRO
-bisogna essere abbastanza pratici per evitare che la lega si solidifichi rendendo così impossibile l'aspirazione.
Trecciola dissaldante
PRO
-l'assorbimento dello stagno è sempre garantito poichè non dipende dall'azione di un dispositivo pneumatico;
- è un sistema molto semplice da utilizzare;
- un'eventuale raffreddamento dello stagno non pregiudica la riuscita della dissaldatura poiché il calore viene trasmesso durante l'assorbimento dello stagno.
CONTRO
- è un procedimento lento e l'operazione va ripetuta più di una volta per ogni dissaldatura;
- la trecciola non può essere recuperata ed è necessario acquistare periodicamente dei nuovi rocchetti;
- questo è un buon sistema solo se usato sui circuiti stampati, in altri casi è preferibile l'utilizzo della pompetta.
Dimenticavo!
In tutti i lavori manuali che prevedono qualsiasi tipo di macchinario che possa risultare pericoloso o dannoso se maneggiato con superficialità, l'unica regola che vale è quella del buon senso.
Fine della sessione sulla saldatura.
Ora non avete più scuse!!
Alfonso Scoppetta (da un post del forum ASN)</font id="blue">
Vorrei ancora ringraziare Alfonso per la gentilezza e disponibilità.
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
liftman
- Messaggi: 7762
- Iscritto il: domenica 29 gennaio 2012, 14:40
- Nome: Rolando
- Regione: Liguria
- Città: La Spezia
- Ruolo: Moderatore
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Io gli ho dato una scorsa veloce dato che almeno quella materia la conosco [:o)] avendo avuto l'elettronica come hobby negli anni (molti...  ) passati, anche se limitata alla saldatura di componenti su circuito stampato, e mi pare una guida molto ben fatta! Rinnovo i ringraziamenti ad Alfonso in primis per la disponibilità, e a Giuseppe per la divulgazione!
) passati, anche se limitata alla saldatura di componenti su circuito stampato, e mi pare una guida molto ben fatta! Rinnovo i ringraziamenti ad Alfonso in primis per la disponibilità, e a Giuseppe per la divulgazione!
Ciao!
Rolando
Rolando
-
Massimo Salvadori
- Socio GAS TT
- Messaggi: 2550
- Iscritto il: martedì 1 novembre 2011, 0:01
- Nome: Massimo
- Regione: Lombardia
- Città: Peschiera Borromeo
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Complimenti Giuseppe , questo post è una miniera di informazioni ! :geek:
Massimo Salvadori - la mia collezione in scala TT
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Il merito é di Alfonso, io ho fatto solo un copia e incolla.
Avevo intenzione di fare una cosa simile, ma questa era tanto ben fatta che mi sono risparmiato il tempo...
Avevo intenzione di fare una cosa simile, ma questa era tanto ben fatta che mi sono risparmiato il tempo...
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
Andrea
- Socio GAS TT
- Messaggi: 23698
- Iscritto il: mercoledì 26 ottobre 2011, 19:42
- Nome: Andrea
- Regione: Lombardia
- Città: Milano
- Ruolo: Amministratore
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Ottima iniziativa Giuseppe.
Mi piacerebbe pubblicarla tra le fotoguide.
Credi che ad Alfonso farebbe piacere?
Naturalmente ci sarebbero i suoi riferimenti ed eventuale mail (se gli fa piacere).
Fai un lavoro di intelligence...?
Grazie.
Mi piacerebbe pubblicarla tra le fotoguide.
Credi che ad Alfonso farebbe piacere?
Naturalmente ci sarebbero i suoi riferimenti ed eventuale mail (se gli fa piacere).
Fai un lavoro di intelligence...?
Grazie.
Andrea - “I fermodellisti sono tanti e legati da un'amicizia sincera, che esplode in una cordialità ormai rara nel mondo rumoroso ed incerto di oggi”. La valle incantata
-
cf69

- Messaggi: 2002
- Iscritto il: venerdì 20 gennaio 2012, 13:37
- Nome: Fabio
- Regione: Sicilia
- Città: Palermo
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Complimenti, guida ben fatta, solo in un punto mi sento di dissentire:
<div align="center" id="quote2"><table class="quote"><tr><td class="quotetd"></td></tr><tr><td class="quotetd2"><span class="quotetext">Sciogliete una certa quantità di stagno sulla punta del saldatore e toccate leggermente per qualche secondo la zona su cui avete steso il flussante: come per magia vedrete lo stagno "correre" lungo la zona ricoperta di flussante[/quote]
A me hanno insegnato diversamente, l'operazione su descritta è la madre delle saldature fredde! Poi anni di esperienza in campo con migliaia di saldature e riparazioni su piastre elettroniche ha dato ragione ai miei insegnanti.
Suggerirei di modificare la frase citata con:
<font color="blue">"Poggiare la punta del saldatore sulla zona da saldare dove avete steso il flussante, dopo pochi secondi noteremo la reazione del flussante stesso al calore, in questo preciso istante faremo sciogliere lo stagno poggiandolo in prossimità della punta del saldatore, ma sulla zona da saldare. Così facendo, verificheremo che il punto da saldare sia alla giusta temperatura ed utilizzeremo anche il flussante contenuto all'interno della lega di stagno, che altrimenti, verrebbe inutilmente carbonizzato sulla punta del saldatore (poi dovremo rimuoverlo raschiandolo) e non svolgerebbe il suo compito di agevolare l'operazione di formazione dello strato di alligazione."</font id="blue">
Sopratutto per saldature in elettronica.....Provare per credere!
Introdurrei tra i metodi di Dissaldatura, anche l'uso delle apposite stazioni Saldanti/Dissaldanti, nell'ottica di acquisto di un saldatore nuovo a temperatura controllata si può pensare ad un qualcosa di più completo, senza andare incontro ad esagerazioni, per i nostri usi, modelli di fascia bassa danno ottimi risultati e durano nel tempo ripagando l'investimento.
<div align="center" id="quote2"><table class="quote"><tr><td class="quotetd"></td></tr><tr><td class="quotetd2"><span class="quotetext">Sciogliete una certa quantità di stagno sulla punta del saldatore e toccate leggermente per qualche secondo la zona su cui avete steso il flussante: come per magia vedrete lo stagno "correre" lungo la zona ricoperta di flussante[/quote]
A me hanno insegnato diversamente, l'operazione su descritta è la madre delle saldature fredde! Poi anni di esperienza in campo con migliaia di saldature e riparazioni su piastre elettroniche ha dato ragione ai miei insegnanti.
Suggerirei di modificare la frase citata con:
<font color="blue">"Poggiare la punta del saldatore sulla zona da saldare dove avete steso il flussante, dopo pochi secondi noteremo la reazione del flussante stesso al calore, in questo preciso istante faremo sciogliere lo stagno poggiandolo in prossimità della punta del saldatore, ma sulla zona da saldare. Così facendo, verificheremo che il punto da saldare sia alla giusta temperatura ed utilizzeremo anche il flussante contenuto all'interno della lega di stagno, che altrimenti, verrebbe inutilmente carbonizzato sulla punta del saldatore (poi dovremo rimuoverlo raschiandolo) e non svolgerebbe il suo compito di agevolare l'operazione di formazione dello strato di alligazione."</font id="blue">
Sopratutto per saldature in elettronica.....Provare per credere!
Introdurrei tra i metodi di Dissaldatura, anche l'uso delle apposite stazioni Saldanti/Dissaldanti, nell'ottica di acquisto di un saldatore nuovo a temperatura controllata si può pensare ad un qualcosa di più completo, senza andare incontro ad esagerazioni, per i nostri usi, modelli di fascia bassa danno ottimi risultati e durano nel tempo ripagando l'investimento.
Fabio Cuccia - La teoria è quando si sa tutto e niente funziona. La pratica è quando tutto funziona e nessuno sa il perché. Noi abbiamo messo insieme la teoria e la pratica: non c'è niente che funzioni... e nessuno sa il perché! (Albert Einstein)
La Mia “Sottostazione Elettrica F.S.” - La Mia "PACIFIC 6001 P.L.M." - Il Mio Canale Youtube
La Mia “Sottostazione Elettrica F.S.” - La Mia "PACIFIC 6001 P.L.M." - Il Mio Canale Youtube
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
cf69 ha scritto:
Complimenti, guida ben fatta, solo in un punto mi sento di dissentire:
<div align="center" id="quote2"><table class="quote"><tr><td class="quotetd"></td></tr><tr><td class="quotetd2"><span class="quotetext">Sciogliete una certa quantità di stagno sulla punta del saldatore e toccate leggermente per qualche secondo la zona su cui avete steso il flussante: come per magia vedrete lo stagno "correre" lungo la zona ricoperta di flussante
A me hanno insegnato diversamente, l'operazione su descritta è la madre delle saldature fredde! Poi anni di esperienza in campo con migliaia di saldature e riparazioni su piastre elettroniche ha dato ragione ai miei insegnanti.
Suggerirei di modificare la frase citata con:
<font color="blue">"Poggiare la punta del saldatore sulla zona da saldare dove avete steso il flussante, dopo pochi secondi noteremo la reazione del flussante stesso al calore, in questo preciso istante faremo sciogliere lo stagno poggiandolo in prossimità della punta del saldatore, ma sulla zona da saldare. Così facendo, verificheremo che il punto da saldare sia alla giusta temperatura ed utilizzeremo anche il flussante contenuto all'interno della lega di stagno, che altrimenti, verrebbe inutilmente carbonizzato sulla punta del saldatore (poi dovremo rimuoverlo raschiandolo) e non svolgerebbe il suo compito di agevolare l'operazione di formazione dello strato di alligazione."</font id="blue">
Sopratutto per saldature in elettronica.....Provare per credere!
Introdurrei tra i metodi di Dissaldatura, anche l'uso delle apposite stazioni Saldanti/Dissaldanti, nell'ottica di acquisto di un saldatore nuovo a temperatura controllata si può pensare ad un qualcosa di più completo, senza andare incontro ad esagerazioni, per i nostri usi, modelli di fascia bassa danno ottimi risultati e durano nel tempo ripagando l'investimento.
[/quote]
Ciao Fabio, grazie per il tuo contributo, tutto serve.
Però, farei distinzione tra saldature per elettronica e per modellismo.
Le prime, credo, sono più che altro piccoli punti di stagno e penso che il tuo metodo sarà certamente il migliore, ma per il modellismo si devono fare, spesso, saldature anche abbastanza ampie e i migliori modellisti usano, tra gli altri sistemi, anche quello indicato da Alfonso.
Io stesso l'ho fatto svariate volte e con ottimi risultati.
Normalmente, dopo aver unito i pezzi da saldare, passo un sottile strato di flussante e poi appoggio un pezzetto di stagno delle dimensioni che ritengo necessarie (a volte anche un mm a volte una quantità microscopica), poi appoggio la punta, pulita e ben calda, e lo stagno si liquefa perfettamente adempiendo al suo lavoro.
Però, ci sono circostanze in cui non si può appoggiare lo stagno, allora il metodo di Alfonso é perfetto: un piccolissimo pezzo di stagno viene raccolto dalla punta e appoggiato alla parte da saldare, un istante e la saldatura é perfetta e non "fredda".
E' chiaro che il tempo tra la raccolta dello stagno e la sua applicazione deve essere minimo per evitare la bruciatura di cui parli, ma funziona egregiamente e non mi é mai capitato di avere una saldatura fredda fatta in questo modo.
Per le eventuali tracce di stagno che possono restare sulla punta, basta passarla ancora ben calda sulla spugnetta umida e se ne vanno da sole, anzi lasciando quel filo argentato che tutti vorremmo sempre avere .
La soluzione di scaldare bene le parti e poi appoggiare il filo di stagno la uso solo per saldature ampie, in caso contrario ne sciolgo sempre troppo, ma non so se sono io che non so usare bene questo sistema.
Comunque la tua descrizione é ben chiara e ciascuno potrà scegliere la soluzione che preferisce.
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
cf69
- Messaggi: 2002
- Iscritto il: venerdì 20 gennaio 2012, 13:37
- Nome: Fabio
- Regione: Sicilia
- Città: Palermo
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Ok ricevuto! Se guardi questo link (il primo a caso che ho trovato):http://www.digivideo.biz/it/support/con ... datura.htm dicono esattamente quel che ho scritto io.
Però, sarà perchè ormai ho preso l'abitudine, ma generalmente adopero sempre quel metodo, sia che saldi un componente elettronico sulla minuscola piazzola della basetta, sia che mi autocostruisca un serbatoio per i modelli di aereo in lamiera di ottone.
Se guardi la mi SSE, tra le fotostorie, è stata tutta saldata in codesta maniera, l'altro metodo, l'ho usato anch'io ma solo per "appuntare" i pezzi per punti, prima di procedere alla stesura "continua", esempio tipico: lo spigolo di un parallelepipedo (vedi i serbatoi di prima).
Comunque ribadisco che la guida che hai postato è realizzata veramente bene, acquistando un buon stilo saldante e seguendola passo passo si ha l'opportunità di imparare un'arte ed eseguire con facilità ottime saldature.... pardon "brasature dolci".
Però, sarà perchè ormai ho preso l'abitudine, ma generalmente adopero sempre quel metodo, sia che saldi un componente elettronico sulla minuscola piazzola della basetta, sia che mi autocostruisca un serbatoio per i modelli di aereo in lamiera di ottone.
Se guardi la mi SSE, tra le fotostorie, è stata tutta saldata in codesta maniera, l'altro metodo, l'ho usato anch'io ma solo per "appuntare" i pezzi per punti, prima di procedere alla stesura "continua", esempio tipico: lo spigolo di un parallelepipedo (vedi i serbatoi di prima).
Comunque ribadisco che la guida che hai postato è realizzata veramente bene, acquistando un buon stilo saldante e seguendola passo passo si ha l'opportunità di imparare un'arte ed eseguire con facilità ottime saldature.... pardon "brasature dolci".
Fabio Cuccia - La teoria è quando si sa tutto e niente funziona. La pratica è quando tutto funziona e nessuno sa il perché. Noi abbiamo messo insieme la teoria e la pratica: non c'è niente che funzioni... e nessuno sa il perché! (Albert Einstein)
La Mia “Sottostazione Elettrica F.S.” - La Mia "PACIFIC 6001 P.L.M." - Il Mio Canale Youtube
La Mia “Sottostazione Elettrica F.S.” - La Mia "PACIFIC 6001 P.L.M." - Il Mio Canale Youtube
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Andrea ha scritto:
Ottima iniziativa Giuseppe.
Mi piacerebbe pubblicarla tra le fotoguide.
Credi che ad Alfonso farebbe piacere?
Naturalmente ci sarebbero i suoi riferimenti ed eventuale mail (se gli fa piacere).
Fai un lavoro di intelligence...?
Grazie.
Scusami Andrea, mi era sfuggito questo post.
Ora chiedo.
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
giuseppe_risso
- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La saldatura questa sconosciuta
cf69 ha scritto:
Ok ricevuto! Se guardi questo link (il primo a caso che ho trovato):http://www.digivideo.biz/it/support/con ... datura.htm dicono esattamente quel che ho scritto io.
Però, sarà perchè ormai ho preso l'abitudine, ma generalmente adopero sempre quel metodo, sia che saldi un componente elettronico sulla minuscola piazzola della basetta, sia che mi autocostruisca un serbatoio per i modelli di aereo in lamiera di ottone.
Se guardi la mi SSE, tra le fotostorie, è stata tutta saldata in codesta maniera, l'altro metodo, l'ho usato anch'io ma solo per "appuntare" i pezzi per punti, prima di procedere alla stesura "continua", esempio tipico: lo spigolo di un parallelepipedo (vedi i serbatoi di prima).
Comunque ribadisco che la guida che hai postato è realizzata veramente bene, acquistando un buon stilo saldante e seguendola passo passo si ha l'opportunità di imparare un'arte ed eseguire con facilità ottime saldature.... pardon "brasature dolci".
Certo, certo, come sempre il metodo "giusto" é quello che si usa sempre e se ne sanno sfruttare le caratteristiche.
Io faccio tante cose in modo non ortodosso, ma mi ci sono abituato e troverei difficile fare diversamente.
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
Andrea
- Socio GAS TT
- Messaggi: 23698
- Iscritto il: mercoledì 26 ottobre 2011, 19:42
- Nome: Andrea
- Regione: Lombardia
- Città: Milano
- Ruolo: Amministratore
- Stato: Non connesso
Re: La saldatura questa sconosciuta
giuseppe_risso ha scritto:
Scusami Andrea, mi era sfuggito questo post.
Ora chiedo.
Di nulla Giuseppe... sai quante cose mi sfuggono!
Andrea - “I fermodellisti sono tanti e legati da un'amicizia sincera, che esplode in una cordialità ormai rara nel mondo rumoroso ed incerto di oggi”. La valle incantata
-
Alfonso Scoppetta

- Messaggi: 7
- Iscritto il: martedì 31 luglio 2012, 10:36
- Nome: Alfonso
- Regione: Toscana
- Città: Vernio
- Stato: Non connesso
Re: La saldatura questa sconosciuta
Grazie a Giuseppe Risso eccomi qui, e sono lusingato delle parole di apprezzamento ricevute per la mia piccola guida alle saldature.
Come ho già promesso a Giuseppe prossimamente di questa brochure ne farò una piccola fotoguida in modo da soddisfare curiosità, dubbi, perplessità e quant'altro.
AlfoNso
Come ho già promesso a Giuseppe prossimamente di questa brochure ne farò una piccola fotoguida in modo da soddisfare curiosità, dubbi, perplessità e quant'altro.
AlfoNso
http://www.hitech-rr-modelling.it ... e se non lo sapete voi, ma che colpa abbiamo noi....