Ben arrivato! Fai login o registrati per fruire di tutte le funzionalità del forum e del sito.
Se eri già registrato e non ti ricordi la password usa questo link per recuperare l'accesso.
Sito e forum dedicati al fermodellismo, il nostro hobby viene praticato in molte maniere diverse, tutte ugualmente valide: hai un plastico? oppure sei un collezionista? oppure un semplice appassionato? Non esitare a scrivere nel forum, tutti gli interventi sono benvenuti... Postate foto e video del vostro plastico e chiedete aiuto per ogni problema o curiosità inerente al nostro hobby.
oo GasTT in Tour 2026 oo
La mia fresa CNC: DR1.1
Moderatori: MrMassy86, adobel55, lorelay49
-
carlo mercuri

- Messaggi: 3502
- Iscritto il: sabato 12 novembre 2011, 21:37
- Nome: Carlo
- Regione: Toscana
- Città: Scandicci
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Azzzzz!!!Francamente... avete delle cognizioni tecniche veramente fantastiche!![:0][:0][:0]
We will rock you! - Officine Mercuri
-
roy67

- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Quando, spesso, scrivo che mi occupo di motori Brushless, taratura servo, PLC, etc... Parlo del mio lavoro, la mia professione. Che dal 1988 mi ha insegnato a fare il tecnico di macchine utensili, colui che va a "casa" del cliente a risolvere problemi di malfunzionamento... Perché la macchina "sbaglia" una contornitura di 0,002 mm, perché la concentricità di finitura è errata di 0,004 mm.. (parlo di millesimi di millimetro)...
Se nel modellismo ho una disceta ignoranza... In ambito lavorativo ne ho un abisso.... Ricordando la famosa frase:
La consapevolezza della nostra ignoranza è direttamente proporzionale alla nostra conoscenza.
Queste sono le macchine che da 25 anni (considerando l'evolversi della tecnologia) riparo... Ovviamente i prezzi sono ben differenti da quella che ha costruito Massimo...[xx(]
Un'altro video delle macchine che tutti i giorni riparo (ovviamente sono presi a caso da youtube... Ne avrei anchio da mettere, ma non ho il benestare del mio cliente):
Se nel modellismo ho una disceta ignoranza... In ambito lavorativo ne ho un abisso.... Ricordando la famosa frase:
La consapevolezza della nostra ignoranza è direttamente proporzionale alla nostra conoscenza.
Queste sono le macchine che da 25 anni (considerando l'evolversi della tecnologia) riparo... Ovviamente i prezzi sono ben differenti da quella che ha costruito Massimo...[xx(]
Un'altro video delle macchine che tutti i giorni riparo (ovviamente sono presi a caso da youtube... Ne avrei anchio da mettere, ma non ho il benestare del mio cliente):
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
massimobertocci

- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Credo che in questo topic sia molto bello vedere il mio "arrangiarmi" a costruire un macchinario tipo questo, affiancato dall'esperienza e dalla cultura personale di Roy.
Tra l'altro devo ringraziarti, perchè io ero uno di quelli che confondeva gli assi X, Y e dalla tua spiegazione mi ha finalmente chiarito le idee..
Anzi, spero che in futuro tu mi possa aiutare a colmare alcune lacune che ho e che tratterò a momento opportuno..
Tornando a noi appena ho tempo passo a spiegare la parte elettronica che ho adottato..
Tra l'altro devo ringraziarti, perchè io ero uno di quelli che confondeva gli assi X, Y e dalla tua spiegazione mi ha finalmente chiarito le idee..
Anzi, spero che in futuro tu mi possa aiutare a colmare alcune lacune che ho e che tratterò a momento opportuno..
Tornando a noi appena ho tempo passo a spiegare la parte elettronica che ho adottato..
Massimo - visita il mio sito
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Concordo. Stiamo parlando di tecnologie che tanti non sanno nemmeno che esistono.. Ma che è grazie a queste se oggi abbiamo il cellulare, l'automobile, l'aria condizionata, etc... 
Un esempio: Il fatturato totale annuo, delle aziende italiane, è crollato... ma si è impennata la vendita (del 700%) di "elettromandrini" da 25.000 RPM per la produzione di stampi di "Cover" per telefonini
Comunque.... Massimo.. Attendo il proseguimento della tua fresatrice CNC. E se hai dubbi, domande, o altro.. Sono quà!
Considera che io non lavoro con i motori passo-passo, ma uso motori brushless, dotati di encoder da 18.000 impulsi/giro.. Tutto un'altro discorso.
P.S. Per quanto riguarda gli assi cartesiani ortogonali.... Non mi ero accorto che li avessi invertiti... ma non preoccuparti... Il 90% delle persone addette ai lavori inverte X ed Y...
Un esempio: Il fatturato totale annuo, delle aziende italiane, è crollato... ma si è impennata la vendita (del 700%) di "elettromandrini" da 25.000 RPM per la produzione di stampi di "Cover" per telefonini
Comunque.... Massimo.. Attendo il proseguimento della tua fresatrice CNC. E se hai dubbi, domande, o altro.. Sono quà!
Considera che io non lavoro con i motori passo-passo, ma uso motori brushless, dotati di encoder da 18.000 impulsi/giro.. Tutto un'altro discorso.
P.S. Per quanto riguarda gli assi cartesiani ortogonali.... Non mi ero accorto che li avessi invertiti... ma non preoccuparti... Il 90% delle persone addette ai lavori inverte X ed Y...
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Io me ne ero accorto dopo le prime fresature, perchè il pezzo veniva lavorato girato di 90°,però mi era rimasata confusione in testa perchè sul forum di cnc italia la maggior parte membri li rappresentava in quel modo...
Devi sapere che la mia cultura su queste macchine è stata formata leggendo i vari topic su quel forum.
Massimo
Devi sapere che la mia cultura su queste macchine è stata formata leggendo i vari topic su quel forum.
Massimo
Massimo - visita il mio sito
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Non preoccuparti Massimo. Come ti ho già detto.. Il 90% degli addetti ai lavori... li confonde...
E quando qualcuno pubblica un errore.. Chi legge.. Impara in modo errato.
Ma il problema più grave... deriva dal fatto che (questi signori) sbagliano il comando asse nel programma d'esecuzione......
Risultato: "Piantano" la fresa, ad una velocità di 60 mt/min, 20 cm dentro il pezzo da lavorare... Distruggendo mezza macchina...
Talvolta leggo quel forum... ma non intervengo... Preferisco intervenire personalmente a riparare la loro macchina... 
Aggiungo un'altra informazione (l'avevo scordata in precedenza).
I movimenti cartesiani degli assi sono sempre indicati dal segno "+" (più) o "-" (meno).
Cioè da che parte deve muoversi l'asse chiamato. Anche questa regola è stabilita dall'UNI. Quindi:
Per scendere con "Z" dovremo programmare "Z-", per muovere la "X" a destra dovremo chiamare "X+" etc... L'avvicinamento del mandrino (od utensile) al pezzo da lavorare è sempre indicato con il segno "meno".
All'accensione del CNC (ormai, con i nuovi encoder non più) la macchina richiede l'azzeramento degli assi. Questo si effettua sempre verso "+", allontanadosi dall'area lavoro.
Questo è il grafico dei segni
Immagine:
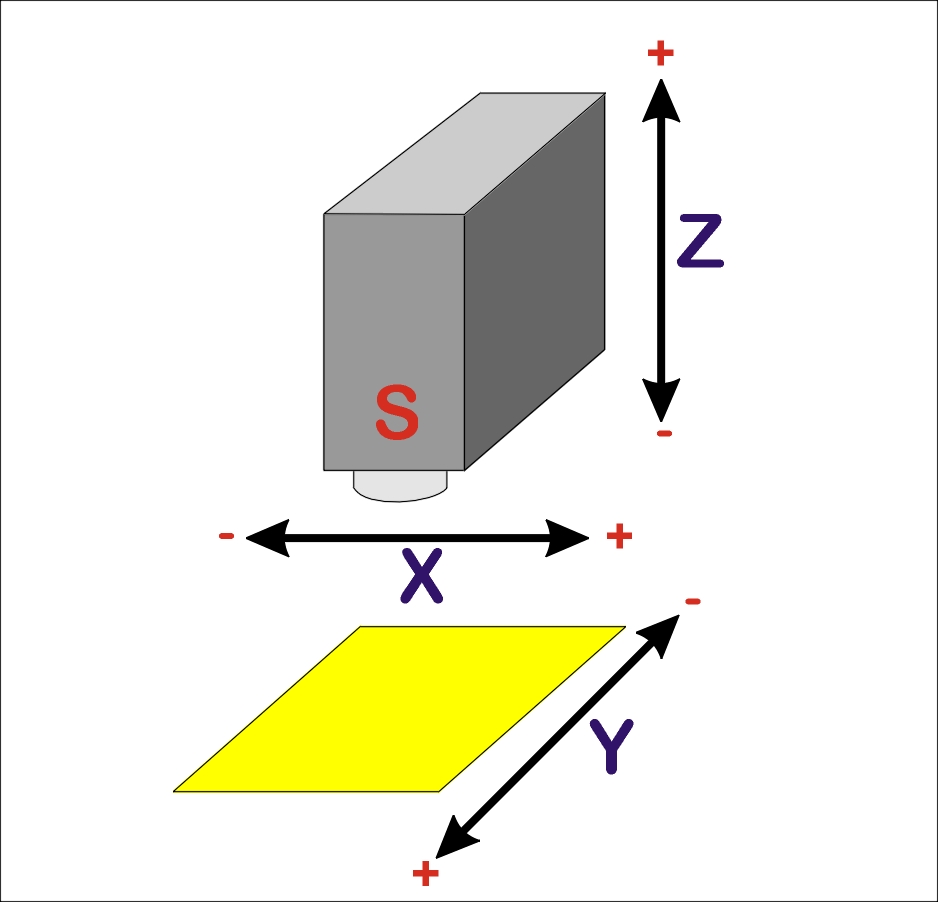
86,06 KB
E quando qualcuno pubblica un errore.. Chi legge.. Impara in modo errato.
Ma il problema più grave... deriva dal fatto che (questi signori) sbagliano il comando asse nel programma d'esecuzione......
Risultato: "Piantano" la fresa, ad una velocità di 60 mt/min, 20 cm dentro il pezzo da lavorare... Distruggendo mezza macchina...
Talvolta leggo quel forum... ma non intervengo...
Aggiungo un'altra informazione (l'avevo scordata in precedenza).
I movimenti cartesiani degli assi sono sempre indicati dal segno "+" (più) o "-" (meno).
Cioè da che parte deve muoversi l'asse chiamato. Anche questa regola è stabilita dall'UNI. Quindi:
Per scendere con "Z" dovremo programmare "Z-", per muovere la "X" a destra dovremo chiamare "X+" etc... L'avvicinamento del mandrino (od utensile) al pezzo da lavorare è sempre indicato con il segno "meno".
All'accensione del CNC (ormai, con i nuovi encoder non più) la macchina richiede l'azzeramento degli assi. Questo si effettua sempre verso "+", allontanadosi dall'area lavoro.
Questo è il grafico dei segni
Immagine:
86,06 KB
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Ecco di seguito le evoluzioni o migliorie che ho fatto sulla mia fresetta:
1) Sostituzione dei motori dei tre assi con dei Vexta più potenti e soprattutto bialbero, così che nella parte esterna ho messo il volantino per lo spostamento manuale che ho costruito al tornio:
Immagine:
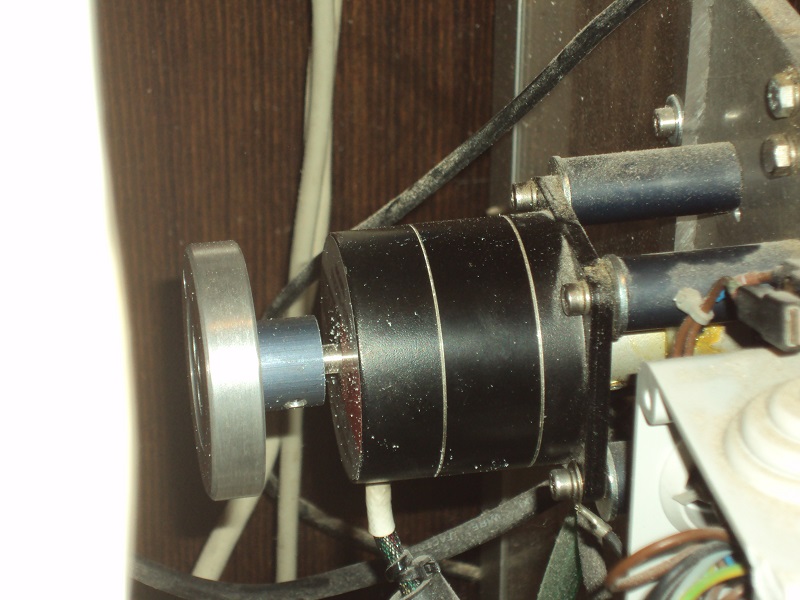
151,31 KB
Immagine:
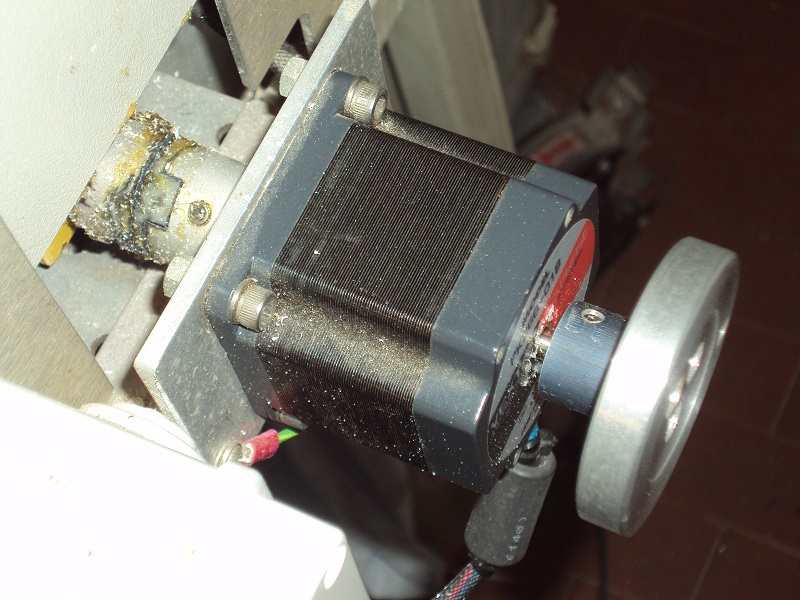
180,35 KB
Immagine:

166,11 KB
2) Modifica asse z e nuovo eletromandrino:
Ho acquistato un elettromandrino da 1,5kw trifase 220v a 400hz, 24.000 giri massimi, attacco er11, raffreddato a liquido, con il suo inverter per il pilotaggio dedicato.
Per utilizzarlo dovrò sostutire la lastra di alluminio dell'asse z da 1cm con una da 2cm, per irrobustire tutto ed eliminare eventuali vibrazioni, e inserire l'impianto di raffreddamento del motore, ad acqua.
Non ho la flangia di fissaggio dell'elettromandrino che è da 80mm, ma presto provvederò a costruirla, intatto ecco le foto:
Immagine:

184,94 KB
Immagine:

181,36 KB
1) Sostituzione dei motori dei tre assi con dei Vexta più potenti e soprattutto bialbero, così che nella parte esterna ho messo il volantino per lo spostamento manuale che ho costruito al tornio:
Immagine:
151,31 KB
Immagine:
180,35 KB
Immagine:
166,11 KB
2) Modifica asse z e nuovo eletromandrino:
Ho acquistato un elettromandrino da 1,5kw trifase 220v a 400hz, 24.000 giri massimi, attacco er11, raffreddato a liquido, con il suo inverter per il pilotaggio dedicato.
Per utilizzarlo dovrò sostutire la lastra di alluminio dell'asse z da 1cm con una da 2cm, per irrobustire tutto ed eliminare eventuali vibrazioni, e inserire l'impianto di raffreddamento del motore, ad acqua.
Non ho la flangia di fissaggio dell'elettromandrino che è da 80mm, ma presto provvederò a costruirla, intatto ecco le foto:
Immagine:
184,94 KB
Immagine:
181,36 KB
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
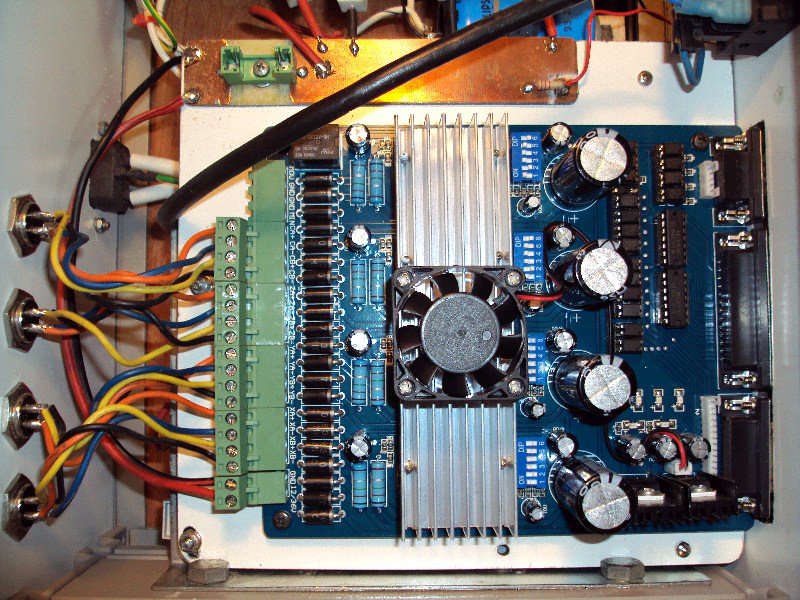
Ecco la parte elettronica che attualmente gestisce la mia fresa:
Scheda di intefaccia con la porta parallela:
Immagine:
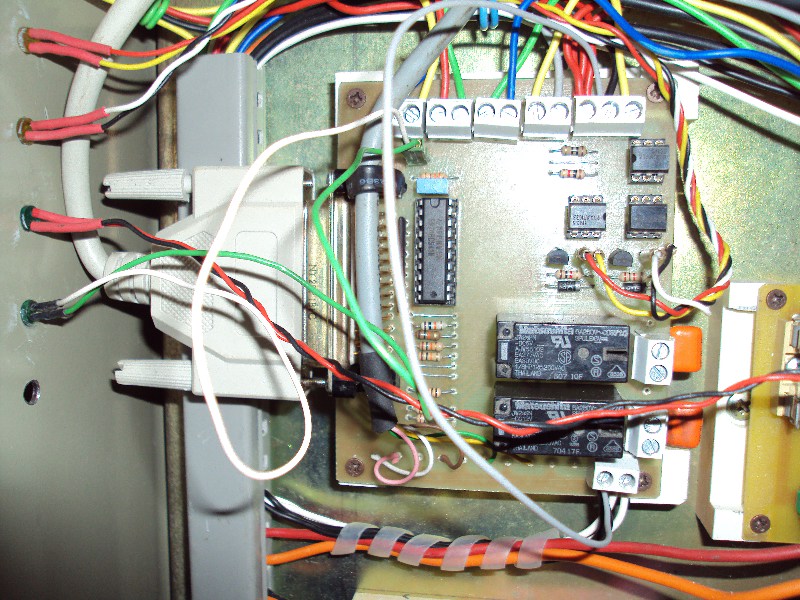
174,39 KB
I 4 drive che pilotano i motori passo passo fino a 4 Ampere:
Immagine:
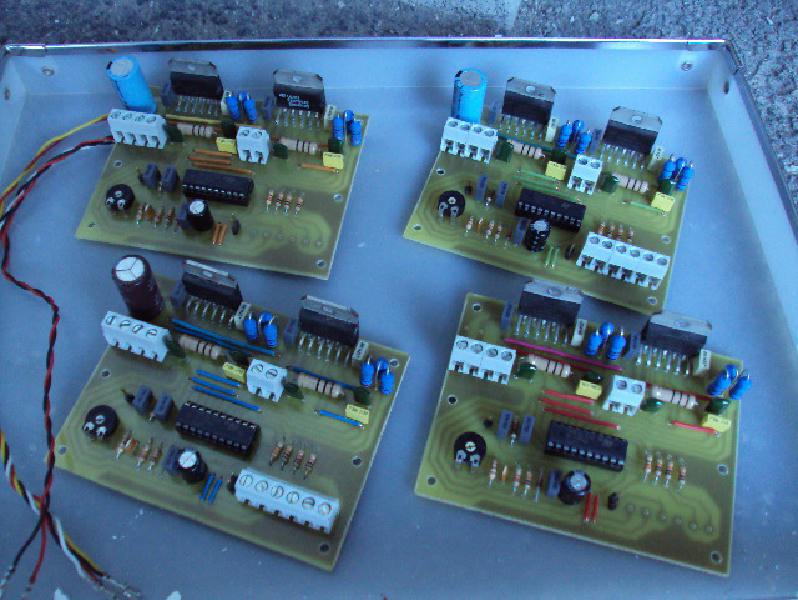
75,98 KB
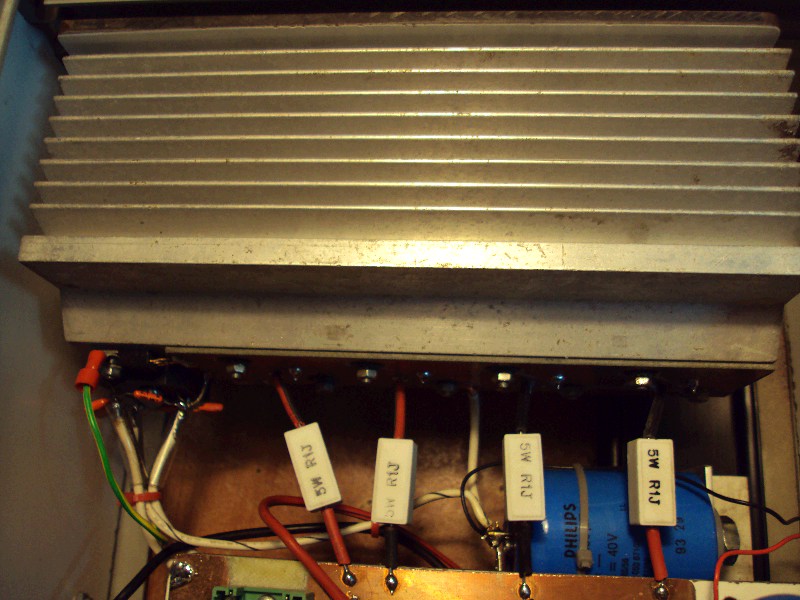
L'alimentatore dei drive di potenza che eroga intorno ai 30Volt:
Immagine:
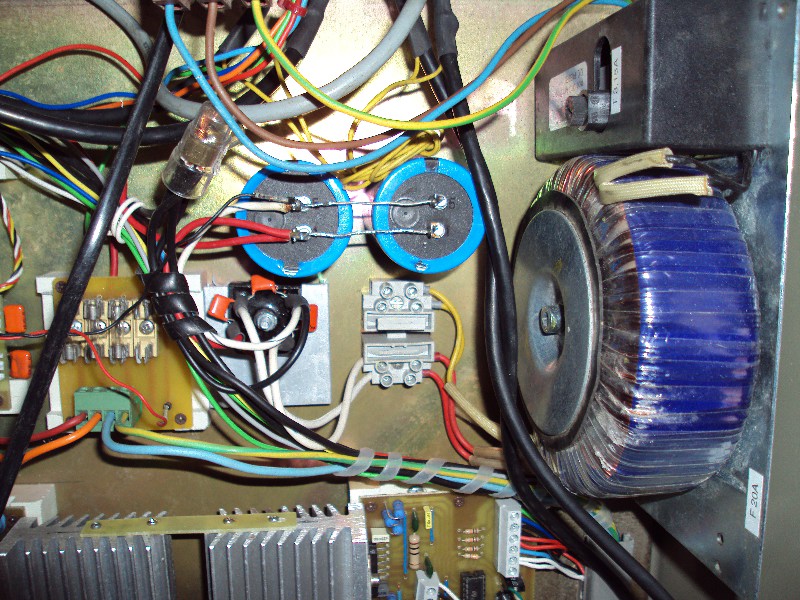
186,75 KB
L'alimentatore delle logiche e dei servizi che eroga 5 e 12 V stabilizzati:
Immagine:
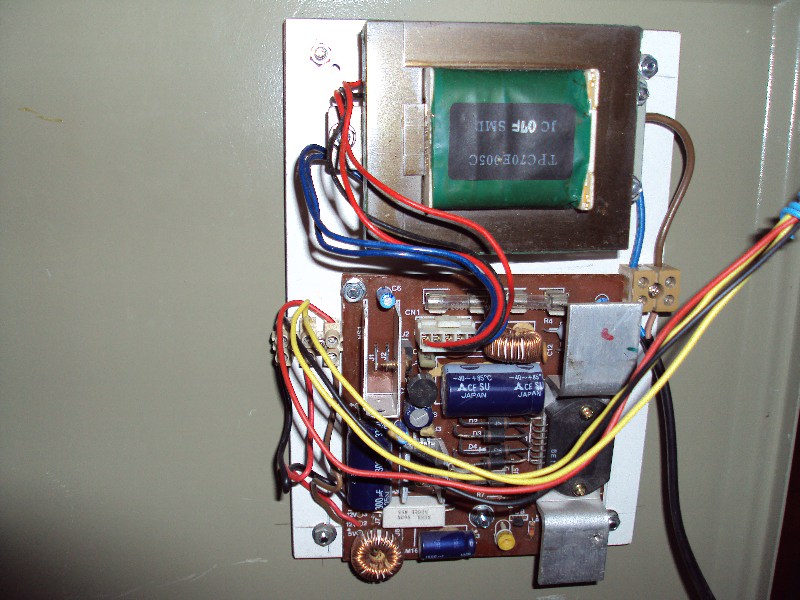
125,71 KB
Le ventole di raffreddamento aria forzata:
Immagine:
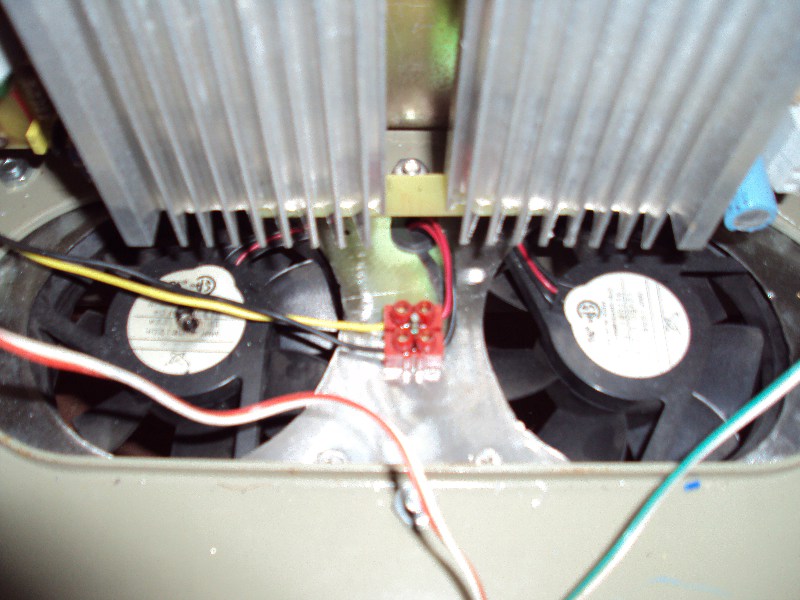
98,07 KB
Ripropongo il quadro completo:
Immagine:

156,94 KB
Scheda di intefaccia con la porta parallela:
Immagine:
174,39 KB
I 4 drive che pilotano i motori passo passo fino a 4 Ampere:
Immagine:
75,98 KB
L'alimentatore dei drive di potenza che eroga intorno ai 30Volt:
Immagine:
186,75 KB
L'alimentatore delle logiche e dei servizi che eroga 5 e 12 V stabilizzati:
Immagine:
125,71 KB
Le ventole di raffreddamento aria forzata:
Immagine:
98,07 KB
Ripropongo il quadro completo:
Immagine:
156,94 KB
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Precedentemente a questo quadro per il controllo avevo questo rack:
Immagine:

137,93 KB
Immagine:

124,37 KB
Immagine:

164,01 KB
Immagine:
194,96 KB
Immagine:
108,32 KB
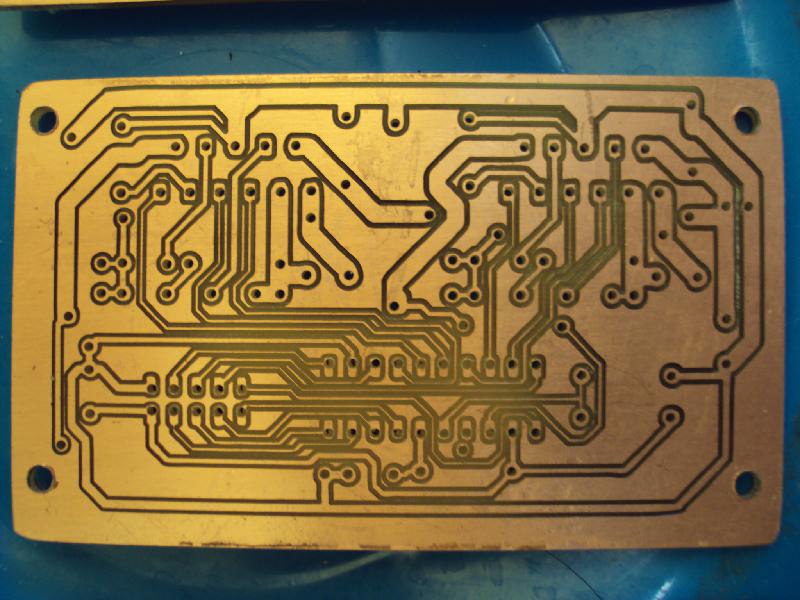
Il sistema di controllo e drive, era una scheda cinese acquistata sulla baia, con molti difetti alla quale ho dovuto fare molte modifiche per farla funzionare, ma alla fine tutto sommato ci riuscivo a fare questi primi lavoretti:
Immagine:
74,34 KB
Immagine:
137,93 KB
Immagine:
124,37 KB
Immagine:
164,01 KB
Immagine:
194,96 KB
Immagine:
108,32 KB
Il sistema di controllo e drive, era una scheda cinese acquistata sulla baia, con molti difetti alla quale ho dovuto fare molte modifiche per farla funzionare, ma alla fine tutto sommato ci riuscivo a fare questi primi lavoretti:
Immagine:
74,34 KB
Massimo - visita il mio sito
-
Marshall61

- Messaggi: 7203
- Iscritto il: martedì 1 novembre 2011, 20:50
- Nome: Carlo
- Regione: Toscana
- Città: Livorno
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
...... .....sccidenti Massimo che bel lavoro!!!! Non è certo alla portata dei più, sicuramente non alla mia.......per aprezzare a pieno il tuo lavoro ci vorrebbe mio figlio Valerio che da circa 8 anni è fresatore a controllo numerico sulle frese industriali a 3 e 4 assi....
Certo che con una fresa di questo genere, nel modellismo, si sveltirebbero tanti lavori e si farebbero con una precisione millimetrica......complimenti vivissimi per la costruzione!!!!!
Ciao, Carlo
Certo che con una fresa di questo genere, nel modellismo, si sveltirebbero tanti lavori e si farebbero con una precisione millimetrica......complimenti vivissimi per la costruzione!!!!!
Ciao, Carlo
Carlo - Non esistono problemi, esistono solo le soluzioni. È lo spirito dell'uomo a creare il problema dopo. (Andrè Gide)
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Complimenti Massimo.
Aggiungo un altro consiglio...
Le fresatrici, lavorando per asportazione materiale, producono tanta polvere.
Le ventole di raffreddamento delle apparecchiature è meglio metterele sempre in alto nell'armadio elettrico, che estraggano, per 2 motivi.
1- Il calore si accumula nella parte superiore, la ventola in alto espellerebbe tutto il calore accumulato.
2- La ventola che estrae non "riempie" l'armadio di polvere, ma piuttosto la elimina.
Nella parte inferiore è sufficiente mettere un filtro, anche un collat usato da donna, per evitare che venga aspirata polvere.
L'accumulo di polvere all'interno riduce il potere di raffreddamento dei dissipatori di calore.
Continua così che stai facendo un lavoro grandioso.
Aggiungo un altro consiglio...
Le fresatrici, lavorando per asportazione materiale, producono tanta polvere.
Le ventole di raffreddamento delle apparecchiature è meglio metterele sempre in alto nell'armadio elettrico, che estraggano, per 2 motivi.
1- Il calore si accumula nella parte superiore, la ventola in alto espellerebbe tutto il calore accumulato.
2- La ventola che estrae non "riempie" l'armadio di polvere, ma piuttosto la elimina.
Nella parte inferiore è sufficiente mettere un filtro, anche un collat usato da donna, per evitare che venga aspirata polvere.
L'accumulo di polvere all'interno riduce il potere di raffreddamento dei dissipatori di calore.
Continua così che stai facendo un lavoro grandioso.
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
liftman

- Messaggi: 7762
- Iscritto il: domenica 29 gennaio 2012, 14:40
- Nome: Rolando
- Regione: Liguria
- Città: La Spezia
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
roy67 ha scritto:
L'accumulo di polvere all'interno riduce il potere di raffreddamento dei dissipatori di calore.
..e la polvere metallica che si deposita inevitabilmente sui circuiti elettronici, produce alla lunga effetti collaterali
Ciao!
Rolando
Rolando
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
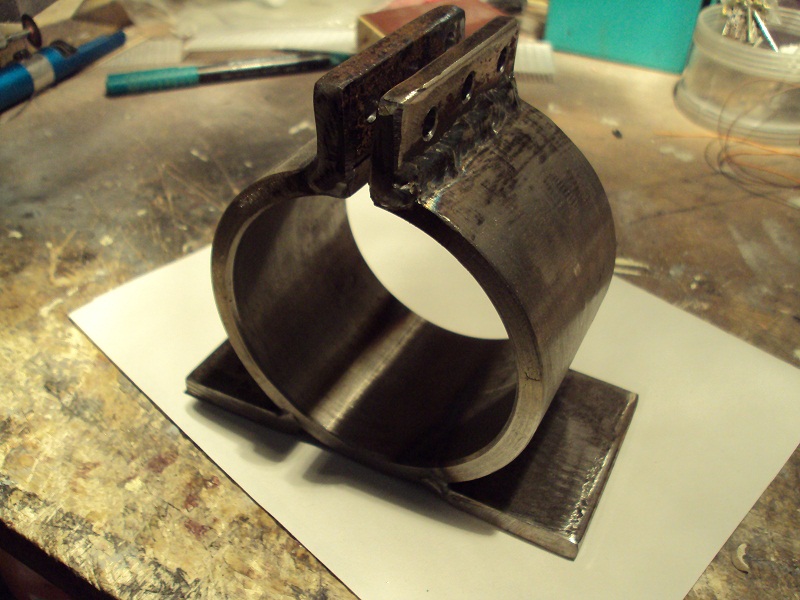
Vi ringrazio per i consigli, vedrò come poterle modificare;
Nell'attesa che arrivi dalla Cina la cravatta portamandrino da 80mm in alluminio ne ho costruita una in acciaio:
Immagine:

171,89 KB
Immagine:
173,21 KB
adesso posso provare il nuovo elettromandrino...
Nell'attesa che arrivi dalla Cina la cravatta portamandrino da 80mm in alluminio ne ho costruita una in acciaio:
Immagine:
171,89 KB
Immagine:
173,21 KB
adesso posso provare il nuovo elettromandrino...
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
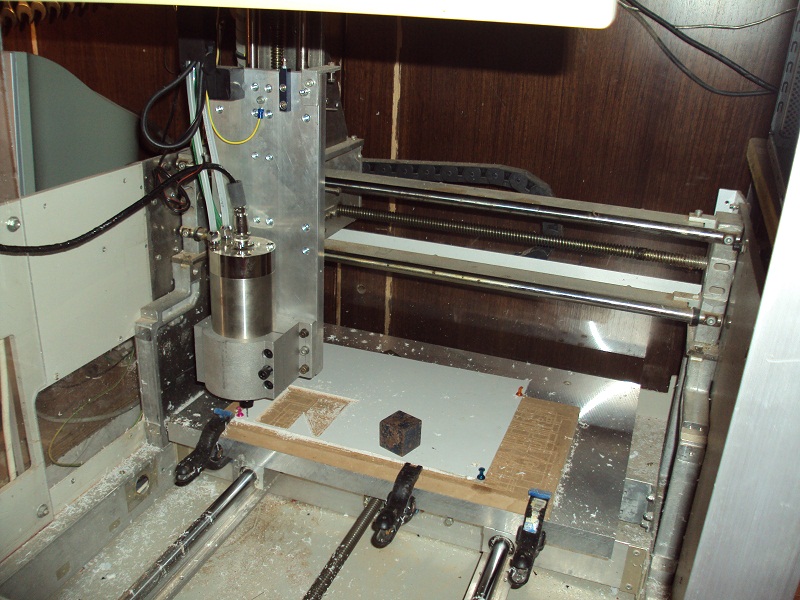
Ho sostituito la piastra dell'asse z con una da 2cm di spessore, ho montato la cravatta arrivata dalla Cina e il nuovo elettromandrino.
Ci sono stati un pò di problemi di configurazione e di interferenze con l'elettronica, ma dovrei aver risolto tutto.
Adesso c'è da mettere un pò a posto la cavetteria, sostituire il cavo Inverter/spindle con uno schermato, come tutti quelli dei fine corsa....
Immagine:
214,06 KB
Prima prova di profilatura....
Immagine:

189,4 KB
Ci sono stati un pò di problemi di configurazione e di interferenze con l'elettronica, ma dovrei aver risolto tutto.
Adesso c'è da mettere un pò a posto la cavetteria, sostituire il cavo Inverter/spindle con uno schermato, come tutti quelli dei fine corsa....
Immagine:
214,06 KB
Prima prova di profilatura....
Immagine:
189,4 KB
Massimo - visita il mio sito
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Ottimo Massimo.
Cura molto bene la schermatura dei cavi, mettendola a terra da ambo i lati del cavo, senza lasciare parti "scoperte", se non qualche millimetro nei connettori. L'alta frequenza di pilotaggio può innescare falsi segnali o disturbi allo "spindle servo drive" mandandolo in "fault" senza motivo.
Cura molto bene la schermatura dei cavi, mettendola a terra da ambo i lati del cavo, senza lasciare parti "scoperte", se non qualche millimetro nei connettori. L'alta frequenza di pilotaggio può innescare falsi segnali o disturbi allo "spindle servo drive" mandandolo in "fault" senza motivo.
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Roy ti ringrazio del consiglio: ci sono diventato matto!
Con il cavo Inverter/elettromandrino non schermato ho avuto diversi problemi; in fase di accenzione ho dovuto impostare una rampa di accellerazione di 40 secondi, altrimenti quando arrivava a 3000 giri (circa 50hz) entrava la protezione.
Al momento stò cercando un cavo lungo tre metri schermato 3 o magari 4 fili per 1,5mm2, e non trovandolo ho schermato artigianalmente un cavo volante normale, con una calza recuperata da un cavo della stampante e alluminio da cucina, e anche se provvisorio va bene.
Se lo trovassi a 4 fili uno potrei usarlo per collegare la messa a terra direttamente tra i due.
Altro problema era la perdita di passi, data sempre dalle interferenze dello stesso, e dopo una ricerca mi sono accorto che i fili dei microswhitch fine corsa non erano schermati. Al momento li ho eliminati e tutto procede bene.
Appena ho tempo li sostituisco, ho già il cavo adatto.
Come ti ho detto però non trovo quello per lo spindle, o meglio forse l'ho trovato in un negozio di hi-fy alta qualità, dove usano i cavi schermati per alimentare le lettroniche di potenza per eliminare completamente il ronzio dei 50HZ..
Tu sapresti dove trovarlo?
Con il cavo Inverter/elettromandrino non schermato ho avuto diversi problemi; in fase di accenzione ho dovuto impostare una rampa di accellerazione di 40 secondi, altrimenti quando arrivava a 3000 giri (circa 50hz) entrava la protezione.
Al momento stò cercando un cavo lungo tre metri schermato 3 o magari 4 fili per 1,5mm2, e non trovandolo ho schermato artigianalmente un cavo volante normale, con una calza recuperata da un cavo della stampante e alluminio da cucina, e anche se provvisorio va bene.
Se lo trovassi a 4 fili uno potrei usarlo per collegare la messa a terra direttamente tra i due.
Altro problema era la perdita di passi, data sempre dalle interferenze dello stesso, e dopo una ricerca mi sono accorto che i fili dei microswhitch fine corsa non erano schermati. Al momento li ho eliminati e tutto procede bene.
Appena ho tempo li sostituisco, ho già il cavo adatto.
Come ti ho detto però non trovo quello per lo spindle, o meglio forse l'ho trovato in un negozio di hi-fy alta qualità, dove usano i cavi schermati per alimentare le lettroniche di potenza per eliminare completamente il ronzio dei 50HZ..
Tu sapresti dove trovarlo?
Massimo - visita il mio sito
-
buddacedcc
- Messaggi: 488
- Iscritto il: martedì 4 dicembre 2012, 21:37
- Nome: Epifanio
- Regione: Piemonte
- Città: Torino
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Anche io da un pò mi sto dedicando alla CNC dopo aver tento la costruzione di un esemplare ma aver abbandonato il progetto per il tempo richiesto per la messa a punto e finiture varie ho deciso di acquistarne una cinese completa su ebay. Questa ha una dimensione utile di 30x20 e mi sta dando grandi soddisfazioni. HO iniziato con i pcb per poi passare all'alluminio e alla plastica.
Nuccio - Visita DCCWorld, il primo ed unico sito italiano dedicato al digitale.
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Mi fa molto piacere vedere che queste macchine interessano molte persone..
Il vantaggio di autocostruirala è che la fai a tuo uso:
-nel mio caso avevo bisogno di un'area abbastanza grande, 600x400mm circa;
-un ponte abbastanza alto, con l'idea di fare il quarto asse orizzontale e verticale, 200mm circa;
-predisporla per il raffreddamento a liquido dell'utensile, con vasca di raccolta e protezione per eventuali schizzi nei 4 lati;
-ecc;
poi il divertimento nella costruzione.... modifiche... errori...
Bisogna tener presente che però bisogna essere un minimo attrezzati, altrimenti se per fare una tornitura o una saldatura bisogna affidarsi a terzi il gioco non vale la candela altrimenti i costi superano quelli da una macchina obbistica già assemblata.
Io gran parte del materiale l'ho trovato di recupero ed ho diversi macchinari da poter utilizzare.
Massimo
Il vantaggio di autocostruirala è che la fai a tuo uso:
-nel mio caso avevo bisogno di un'area abbastanza grande, 600x400mm circa;
-un ponte abbastanza alto, con l'idea di fare il quarto asse orizzontale e verticale, 200mm circa;
-predisporla per il raffreddamento a liquido dell'utensile, con vasca di raccolta e protezione per eventuali schizzi nei 4 lati;
-ecc;
poi il divertimento nella costruzione.... modifiche... errori...
Bisogna tener presente che però bisogna essere un minimo attrezzati, altrimenti se per fare una tornitura o una saldatura bisogna affidarsi a terzi il gioco non vale la candela altrimenti i costi superano quelli da una macchina obbistica già assemblata.
Io gran parte del materiale l'ho trovato di recupero ed ho diversi macchinari da poter utilizzare.
Massimo
Massimo - visita il mio sito
-
buddacedcc
- Messaggi: 488
- Iscritto il: martedì 4 dicembre 2012, 21:37
- Nome: Epifanio
- Regione: Piemonte
- Città: Torino
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Infatti non sono attrezzato ne per tornitura ne per saldatura....in generale non sono attrezzato per lavori pesanti.
Nuccio - Visita DCCWorld, il primo ed unico sito italiano dedicato al digitale.
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
-
buddacedcc
- Messaggi: 488
- Iscritto il: martedì 4 dicembre 2012, 21:37
- Nome: Epifanio
- Regione: Piemonte
- Città: Torino
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
massimobertocci ha scritto:
Però sei un mago del DCC
A ognuno il suo
Nuccio - Visita DCCWorld, il primo ed unico sito italiano dedicato al digitale.
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Sono cavi che normalmente ordino a matasse da 50 mt. Ma io ci faccio 3 macchine
Purtroppo sono molto di nicchia, hanno un uso molto particolare, quindi i rivenditori non lo trattano al dettaglio, ma solo ordini a matasse.
Purtroppo sono molto di nicchia, hanno un uso molto particolare, quindi i rivenditori non lo trattano al dettaglio, ma solo ordini a matasse.
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Io ho trovato questi: http://www.audioteka.it/cavi-e-connetto ... aggio.html
Potrebbero andare bene?
Potrebbero andare bene?
Massimo - visita il mio sito
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Io uso proprio il cavo AWG. Esiste da 3 fino a 25 conduttori.
Come schermatura va bene, verifica se la sezione è sufficiente per la corrente che lo deve attraversare.
Come schermatura va bene, verifica se la sezione è sufficiente per la corrente che lo deve attraversare.
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Questo awg però è filo singolo, dovrei prenderne 4..
Massimo - visita il mio sito