Visto che l'argomento ha suscitato particolare interesse, vi descrivo la costruzione della mia fresa Cnc...
CNC stà per "macchine a controllo numerico"; quelle macchine utensili il cui movimento durante la lavorazione è diretto da un computer integrato nella macchina o esterno, che ne comanda gli spostamenti e le funzioni secondo un ben definito programma di lavoro.
Qualsiasi utensile o elettroutensile può, tramite una meccanica e un elettronica aduguata lavorare tramite controllo numerico..
Io descriverò la mia fresa, ma tenete presente che se tolgo l'elettromandrino posso metterci un trapano per fare particolari forature, un incisiore, un semplice punterolo per incidere forex, un ugello fondente per trasformarla in una stampante 3D, oppure montare un quarto asse rotante con mandrino e contropunta e trasformarla in un tornio..
Nel caso classico, la fresa lavora su tre dimensioni: X,Y, che sono quelle dell'area del piano, e Z che è l'altezza, cioè il rilievo; la terza dimensione.
Il movimento di questi tre assi, è affidato a dei motori "Passo Passo", che tramite cinghie, viti trapeziodali o semplici barre filettate, li fanno muovere.
I motori passo passo per muoversi hanno bisogno di particolari Drive, che sono dei circuiti appositi che poi descriverò..
I drive, uno per ogni motore, o meglio dire uno per ogni asse, sono tutti collegati ad un interfaccia che serve per interfacciarli con il computer;
nella porta parallela, oppure adesso via usb.
Il computer è colui che gestisce, o meglio dire esegue il programma che abbiamo elaborato e controlla, nei limiti, che tutto funzioni.
Nei limiti dei tre assi ci possono essere dei fine corsa, collegati all'interfaccia, che avvertono il computer che stiamo andando fuori piano, e lui e blocca il lavoro.
Tutto questo, tranne grandi centri di lavoro, è però controllato dall'uomo, che deve sorvegliare la macchina, impostarla, montare apposito utensile e vedere che tutto proceda e nel caso fermarla con procedura normale o con pulsanti di emergenza.
Continua..
Ben arrivato! Fai login o registrati per fruire di tutte le funzionalità del forum e del sito.
Se eri già registrato e non ti ricordi la password usa questo link per recuperare l'accesso.
Sito e forum dedicati al fermodellismo, il nostro hobby viene praticato in molte maniere diverse, tutte ugualmente valide: hai un plastico? oppure sei un collezionista? oppure un semplice appassionato? Non esitare a scrivere nel forum, tutti gli interventi sono benvenuti... Postate foto e video del vostro plastico e chiedete aiuto per ogni problema o curiosità inerente al nostro hobby.
oo GasTT in Tour 2026 oo
La mia fresa CNC: DR1.1
Moderatori: MrMassy86, adobel55, lorelay49
-
massimobertocci

- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
-
Davide

- Messaggi: 31
- Iscritto il: lunedì 20 maggio 2013, 20:04
- Nome: Davide
- Regione: Toscana
- Città: Prato
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Ciao Massimo, posta tutti gli sviluppi io sono interessato. Ho gia' acquistato 3 madreviti + motori + schede di controllo e ho fatto qualche esperimento parziale di movimentazione. Seguiro' con interesse ogni tuo aggiornamento 
<center>«Gli unici progetti che meritano di essere intrapresi sono quelli a cui non si e' sicuri di arrivare in fondo.»</center> <center> «La perfezione (nel design) si ottiene non quando non c'è nient'altro da aggiungere, bensì quando non c'è più niente da togliere.»</center>
-
giuseppe_risso

- Socio GAS TT
- Messaggi: 7739
- Iscritto il: giovedì 27 ottobre 2011, 22:44
- Nome: Giuseppe
- Regione: Liguria
- Città: Chiavari
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Davide ha scritto:
Ciao Massimo, posta tutti gli sviluppi io sono interessato. Ho gia' acquistato 3 madreviti + motori + schede di controllo e ho fatto qualche esperimento parziale di movimentazione. Seguiro' con interesse ogni tuo aggiornamento
Quello che spieghi può essere applicato alla Proxxon MF70?
Giuseppe Risso - FERROMODELLISTA io e i miei trenini
-
roy67

- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Giocate in "casa mia"...
Ho lavorato per 15 anni in una grande azienda di CNC. Ora, da 10 anni, sono in proprio, facendo manutenzione e revisione a centri e torni CNC.
Ovviemante a livello professionale....
Quindi parlo di centri orizzontali a 5 assi, con 1500 utensili a magazzino e 10/20 pallet.... Schede ethernet, connessione wireless con l'ufficio produzione, sonde I.R. di allineamento, touch probe, Q-setter....
Schede ethernet, connessione wireless con l'ufficio produzione, sonde I.R. di allineamento, touch probe, Q-setter....
@ Massimo: Che controllo monta la tua????
Ho lavorato per 15 anni in una grande azienda di CNC. Ora, da 10 anni, sono in proprio, facendo manutenzione e revisione a centri e torni CNC.
Ovviemante a livello professionale....
Quindi parlo di centri orizzontali a 5 assi, con 1500 utensili a magazzino e 10/20 pallet....
@ Massimo: Che controllo monta la tua????
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
Marshall61

- Messaggi: 7203
- Iscritto il: martedì 1 novembre 2011, 20:50
- Nome: Carlo
- Regione: Toscana
- Città: Livorno
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
...per me è arabo....ci vorrebbe il mio primogenito, Valerio, che è da 7 anni che lavora alle frese CNC....a parte la mia ingnoranza in materia, sono veramente interessato all'argomento.....continua pure Massimo!!!! 
Ciao, Carlo
Ciao, Carlo
Carlo - Non esistono problemi, esistono solo le soluzioni. È lo spirito dell'uomo a creare il problema dopo. (Andrè Gide)
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Roy67 ha sicuramente piu esperinza di me in materia...
La mia è una semplice autocostruzione per piccoli lavori di modellismo, guidata con mach3 o cnc control che è un semplice programma di fresatura free..
Ho aperto questo topic per avvicinare a questo mondo tutti gli utenti del forum, visto l'interessamento manifestato nelle mie pagine.
Per Giuseppe: Basta applicare alle monopole dei tre assi tre motori passo passo, tre drive, un'interfaccia e un pc
Io ho costruito sia i drive che l'interfaccia su progetti free online.
Se mi seguite sarò felice di darvi tutte le spiegazioni....
La mia è una semplice autocostruzione per piccoli lavori di modellismo, guidata con mach3 o cnc control che è un semplice programma di fresatura free..
Ho aperto questo topic per avvicinare a questo mondo tutti gli utenti del forum, visto l'interessamento manifestato nelle mie pagine.
Per Giuseppe: Basta applicare alle monopole dei tre assi tre motori passo passo, tre drive, un'interfaccia e un pc
Io ho costruito sia i drive che l'interfaccia su progetti free online.
Se mi seguite sarò felice di darvi tutte le spiegazioni....
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
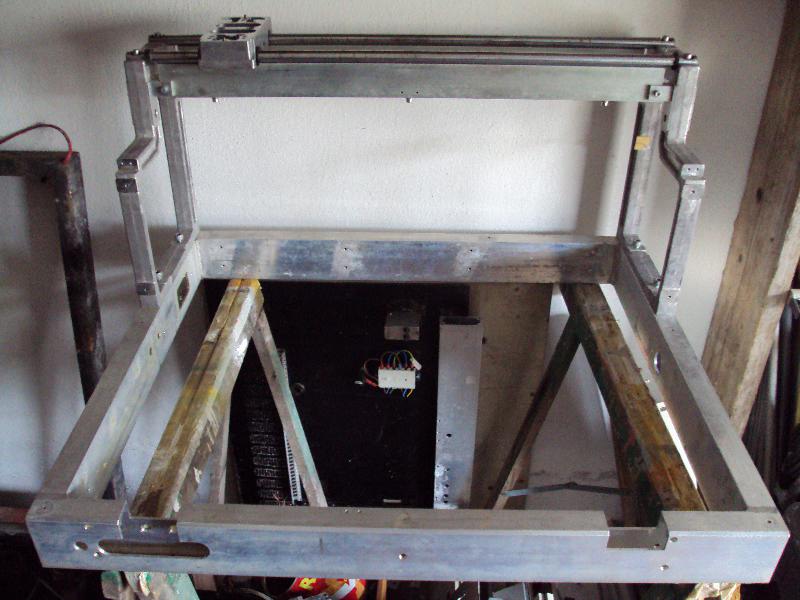
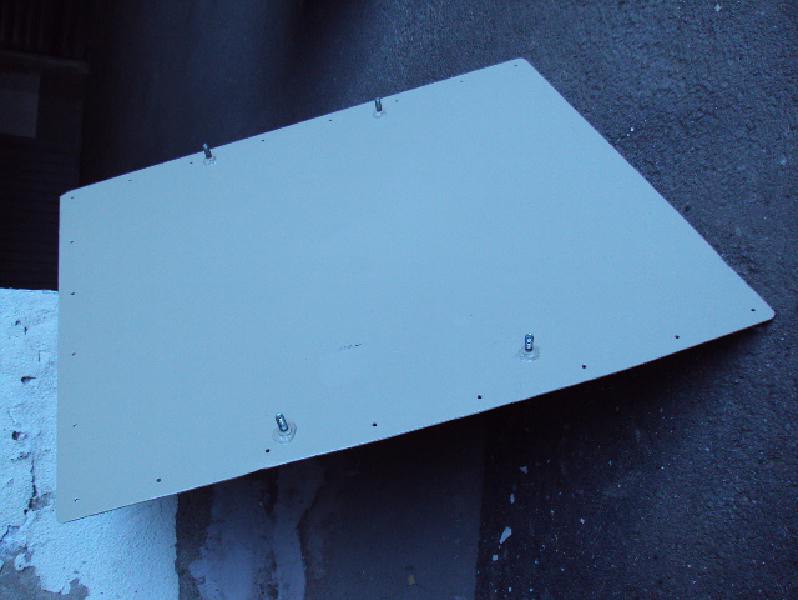
Tre hanni fà ho recuperato un macchinario da laboratorio chimico per smontarlo e rilevare pezzi.
Mi sono reso conto che il telaio del macchinario era una bella struttura in alluminio, con un carrello che scorreva mediante cuscinetti a ricircolo di sfere su due barre di acciaio.
Mi venne in mente che potevo usarlo come asse per costruire una piccola cnc.
Questo era il telaio originale:
Immagine:
62,91 KB
Immagine:
50,44 KB
Con opportune modifiche poteva diventare un asse y con 600mm di area di lavoro..
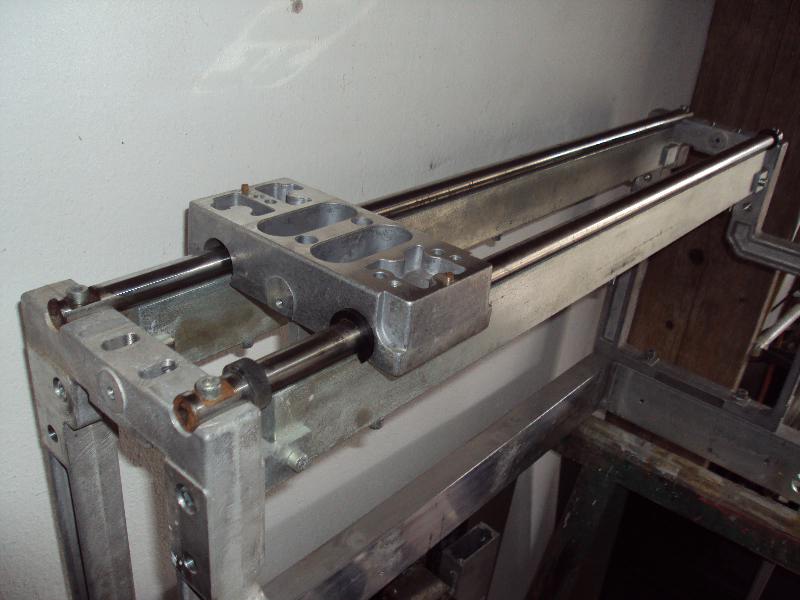
Inizialmente ho smontato il tutto, ho modificato le staffe laterali per avere le due guide in acciao verticali invece che orizzontali e ho aggiunto un quarto cuscinetto a ricircolo perchè erano due sopra e solamente uno sotto..
Immagine:

65,33 KB
Immagine:
66,55 KB
Immagine:

37,86 KB
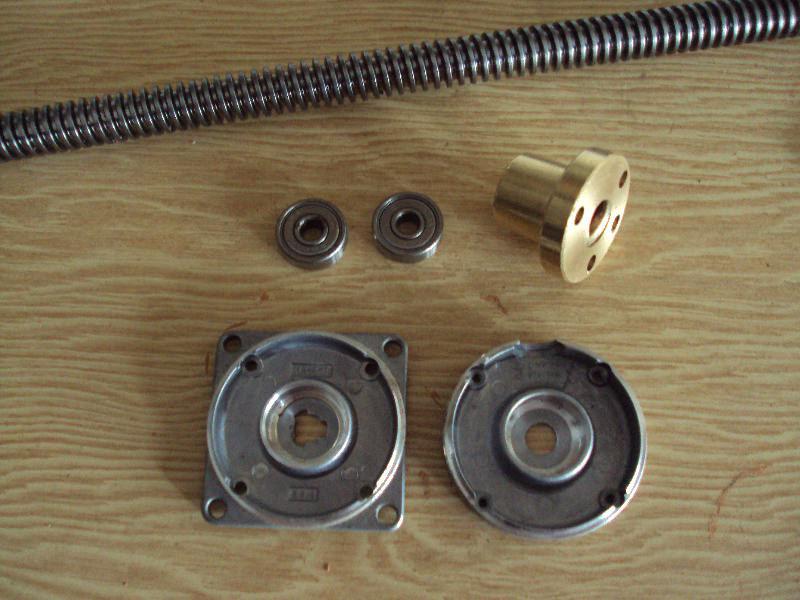
Ho tagliato due lastre di alluminio come rinforzo laterale, ho montato una vite trapezia 16mm passo 4 con chiocciola in bronzo per il movimento del carrello dove ho costruito sempre in alluminio una struttura per inserirla.
Non potendo fare di meglio, per le sedi dei cuscinetti della vite ho cannibalizzato un motore step, utilizzando i due lati portacuscinetto in alluminio:
Immagine:
72,43 KB
Immagine:

30,07 KB
Immagine:

46,26 KB
Immagine:
55,28 KB
Immagine:
62,72 KB
L'asse y era pronto...
Continua...
Mi sono reso conto che il telaio del macchinario era una bella struttura in alluminio, con un carrello che scorreva mediante cuscinetti a ricircolo di sfere su due barre di acciaio.
Mi venne in mente che potevo usarlo come asse per costruire una piccola cnc.
Questo era il telaio originale:
Immagine:
62,91 KB
Immagine:
50,44 KB
Con opportune modifiche poteva diventare un asse y con 600mm di area di lavoro..
Inizialmente ho smontato il tutto, ho modificato le staffe laterali per avere le due guide in acciao verticali invece che orizzontali e ho aggiunto un quarto cuscinetto a ricircolo perchè erano due sopra e solamente uno sotto..
Immagine:
65,33 KB
Immagine:
66,55 KB
Immagine:
37,86 KB
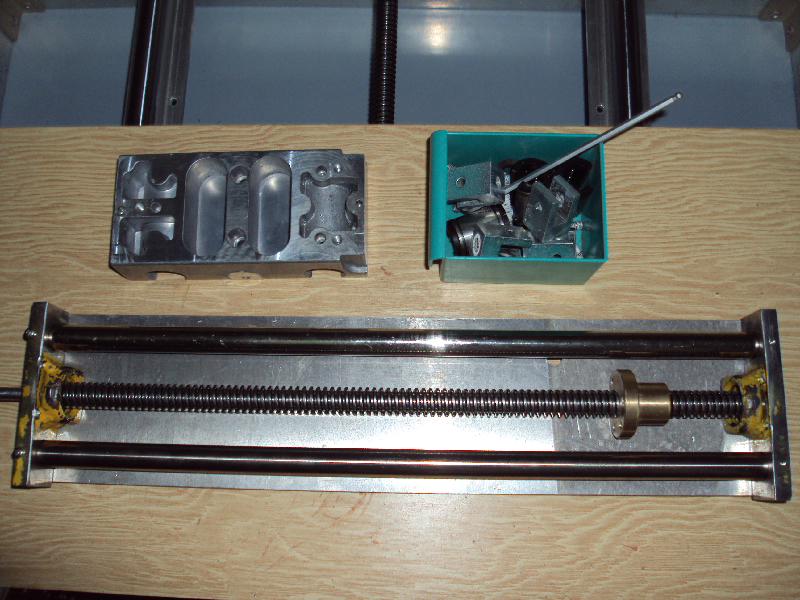
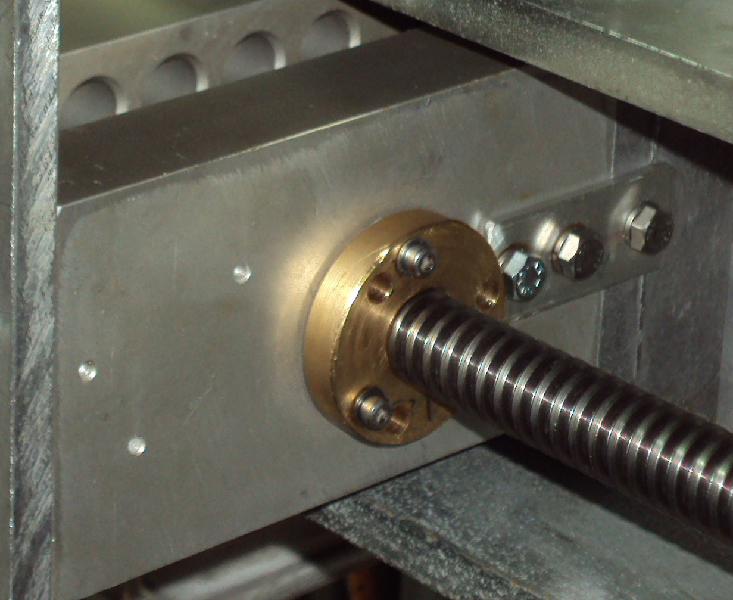
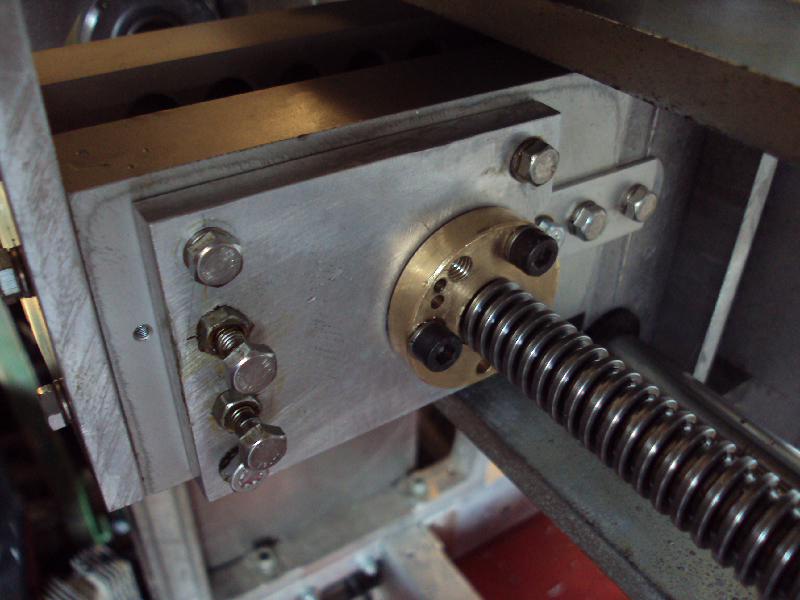
Ho tagliato due lastre di alluminio come rinforzo laterale, ho montato una vite trapezia 16mm passo 4 con chiocciola in bronzo per il movimento del carrello dove ho costruito sempre in alluminio una struttura per inserirla.
Non potendo fare di meglio, per le sedi dei cuscinetti della vite ho cannibalizzato un motore step, utilizzando i due lati portacuscinetto in alluminio:
Immagine:
72,43 KB
Immagine:
30,07 KB
Immagine:
46,26 KB
Immagine:
55,28 KB
Immagine:
62,72 KB
L'asse y era pronto...
Continua...
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Nel frettempo ho modificato anche il sotto per ricavare l'asse X..
Ho montato dei piedini antivibrazione regolabili in altezza, ho acquistato due guide in acciaio da 20mm e fissate in perfetta squadra.
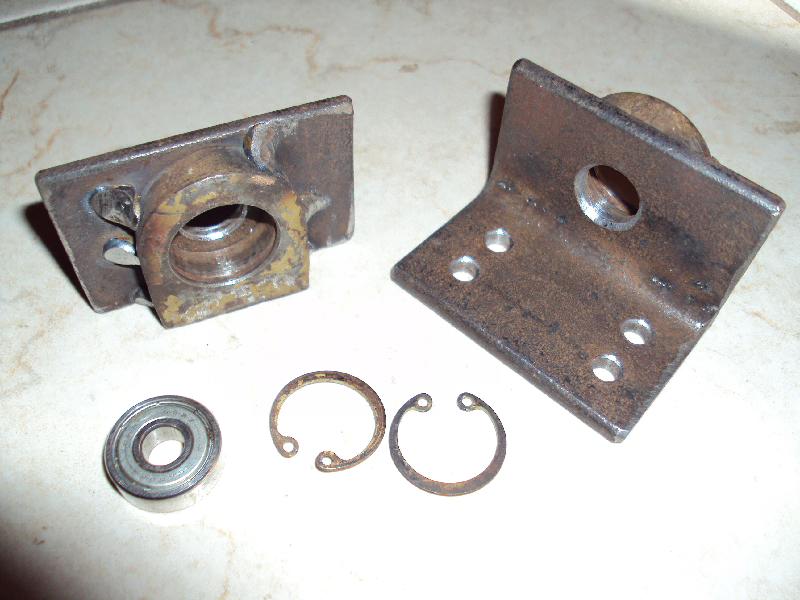
I portacuscinetti li ho costruiti con dei ferracci, due spezzoni di ferro a L e due teste di un cardano agricolo, da trattori, saldati con precisione mediante saldatrice a filo.
Anche quì il movimento è affidato ad una vite trapezia 16mm passo 4...
Immagine:

39,25 KB
Immagine:

57,52 KB
Immagine:

57,3 KB
Immagine:
53,55 KB
Immagine:

51,24 KB
Immagine:

51,26 KB
Sull'asse X ho ricavato un area di lavoro di circa 400 mm.
continua...
Ho montato dei piedini antivibrazione regolabili in altezza, ho acquistato due guide in acciaio da 20mm e fissate in perfetta squadra.
I portacuscinetti li ho costruiti con dei ferracci, due spezzoni di ferro a L e due teste di un cardano agricolo, da trattori, saldati con precisione mediante saldatrice a filo.
Anche quì il movimento è affidato ad una vite trapezia 16mm passo 4...
Immagine:
39,25 KB
Immagine:
57,52 KB
Immagine:
57,3 KB
Immagine:
53,55 KB
Immagine:
51,24 KB
Immagine:
51,26 KB
Sull'asse X ho ricavato un area di lavoro di circa 400 mm.
continua...
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
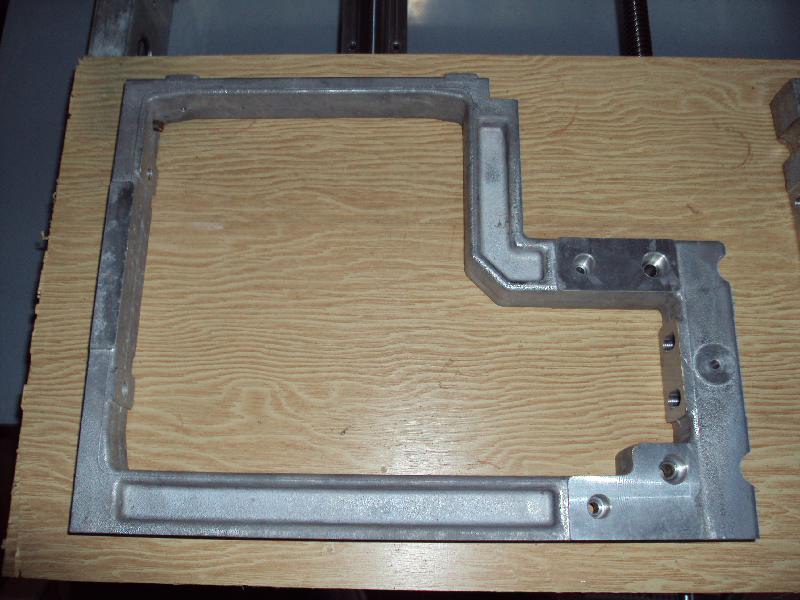
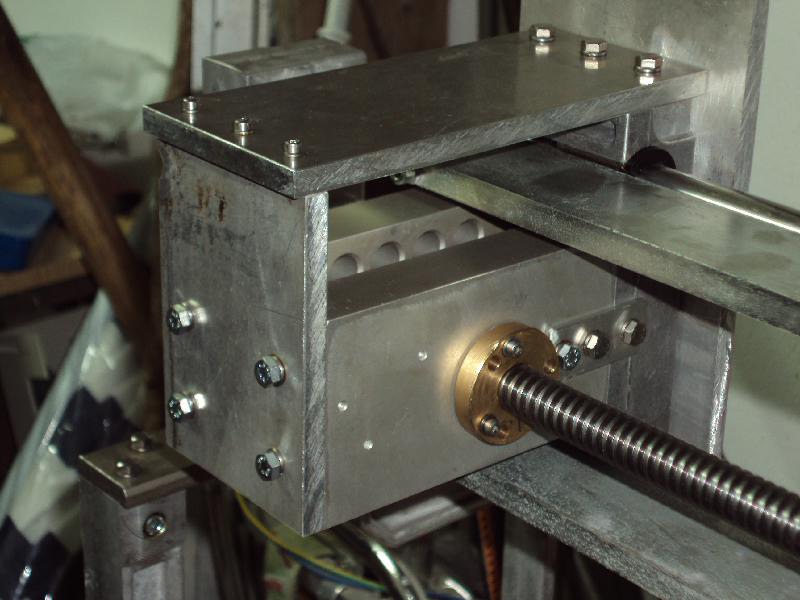
L'asse Z invece è autocostruito con un due pezzi di piattina in ferro (spessore 10mm) alle quale ho praticato i fori per le guide in acciaio.
Per i cuscinetti della vite trapezia ho riutilizzato le altre due teste della crocera del cardano agricolo, saldate come le precedenti.
Il tutto è stato fissato su una lastra di alluminio:
Immagine:
72,89 KB
Immagine:

22,69 KB
Immagine:

21,8 KB
Ad un altra lastra che farà da carrello ho fissato i quattro cuscinetti a ricircolo di sfere e il portachiocciola per la chiocciola in bronzo della solita vite trapezia peril movimento.
Sull'asse Z ho un area di lavoro di 200mm:
Ricapitolando, ho una fresa con un area di lavoro di 600 x 400 x 200 mm
Continua..
Per i cuscinetti della vite trapezia ho riutilizzato le altre due teste della crocera del cardano agricolo, saldate come le precedenti.
Il tutto è stato fissato su una lastra di alluminio:
Immagine:
72,89 KB
Immagine:
22,69 KB
Immagine:
21,8 KB
Ad un altra lastra che farà da carrello ho fissato i quattro cuscinetti a ricircolo di sfere e il portachiocciola per la chiocciola in bronzo della solita vite trapezia peril movimento.
Sull'asse Z ho un area di lavoro di 200mm:
Ricapitolando, ho una fresa con un area di lavoro di 600 x 400 x 200 mm
Continua..
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
io l'ho descritta velocemente, ma c'è voluto molto tempo a mettere tutto in precisione e spessorare i vari mancamenti con carta di spagna di vario spessore.
Ricordo che avevo un problema con l'asseY, la chiocciola non era precisamente piana, risolsi modificando la sua sede con un sistema di regolazione:
Immagine:
46,07 KB
Immagine:
51,92 KB
Continua domani... Buona serata a tutti
Ricordo che avevo un problema con l'asseY, la chiocciola non era precisamente piana, risolsi modificando la sua sede con un sistema di regolazione:
Immagine:
46,07 KB
Immagine:
51,92 KB
Continua domani... Buona serata a tutti
Massimo - visita il mio sito
-
carlo mercuri

- Messaggi: 3502
- Iscritto il: sabato 12 novembre 2011, 21:37
- Nome: Carlo
- Regione: Toscana
- Città: Scandicci
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Veramente fantastico......sei bravissimo!!
Ti mostro quella di un mio carissimo amico..
Immagine:
155 KB
Ti mostro quella di un mio carissimo amico..
Immagine:
155 KB
We will rock you! - Officine Mercuri
-
cybergianni

- Messaggi: 320
- Iscritto il: lunedì 17 giugno 2013, 17:50
- Nome: giovanni maria
- Regione: Piemonte
- Città: ceres
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
embe... se hai gli azionamenti a ricircolo di sfere di surplus tutto il resto è in discesa.. io ne sto facendo una con interfaccia diretta(ergo senza accoppiatori ottici e senza booster per comando degli assi) e stepper minimal (nema23 ma soli 0.5kg/cm.. insomma quelli di cip e ciop) ma soffro come giuda a pasqua. come guide ho usato delle barre di tubo commerciale 16"1.5 con cuscinetti lineari, azionamenti con barre filettate 10x1 e 10x1.25 ma non mi funziona un granchè bene.. Mi dirai.. ma perchè non te ne compri una? e rispondo.. ma che gusto ci sarebbe? effettivamente pensavo ad acquistare una proxxon 70 ed attaccargli il controller..
Gianni Visentin --- se fosse vero che sbagliando si impara io sarei come minimo premio Nobel
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Mi permetto di dire che:
Per avere precisione sono indispensabili:
Guide lineari a ricircolo di sfere.
Vite a doppio ricircolo di sfere precaricata.
Cuscinetti di supporto vite a contatto obbliquo, accoppiati, da ambo i lati.
Vite pretensionata (dai ciscinetti) a 0,1 mm/mt.
Dopo che un comando con motori brushless (dotati di encoder) per poter avere la taratura parametrica di "Back-Lash".
Tutto ciò che è inferiore... darà problemi di vibrazioni ed imprecisione meccanica.
La vite a filetto trapezoidale è soggetta ad usura. In breve tempo il motore passo-passo, all'inversione di marcia, perderà impulsi nel gioco che si è formato. Anche i cuscinetti radiali non potranno contenere per tanto tempo la spinda assiale che si crea durante il movimento dell'asse.
Non voglio fare il saccente. ma sono 25 anni che costruisco macchine utensili a controllo numerico, 15 di questi passati a stretto contatto con ingegneri giapponesi...
Per avere precisione sono indispensabili:
Guide lineari a ricircolo di sfere.
Vite a doppio ricircolo di sfere precaricata.
Cuscinetti di supporto vite a contatto obbliquo, accoppiati, da ambo i lati.
Vite pretensionata (dai ciscinetti) a 0,1 mm/mt.
Dopo che un comando con motori brushless (dotati di encoder) per poter avere la taratura parametrica di "Back-Lash".
Tutto ciò che è inferiore... darà problemi di vibrazioni ed imprecisione meccanica.
La vite a filetto trapezoidale è soggetta ad usura. In breve tempo il motore passo-passo, all'inversione di marcia, perderà impulsi nel gioco che si è formato. Anche i cuscinetti radiali non potranno contenere per tanto tempo la spinda assiale che si crea durante il movimento dell'asse.
Non voglio fare il saccente. ma sono 25 anni che costruisco macchine utensili a controllo numerico, 15 di questi passati a stretto contatto con ingegneri giapponesi...
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
cybergianni
- Messaggi: 320
- Iscritto il: lunedì 17 giugno 2013, 17:50
- Nome: giovanni maria
- Regione: Piemonte
- Città: ceres
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
roy67 ha scritto:
Mi permetto di dire che:
Per avere precisione sono indispensabili:
Guide lineari a ricircolo di sfere.
Vite a doppio ricircolo di sfere precaricata.
Cuscinetti di supporto vite a contatto obbliquo, accoppiati, da ambo i lati.
Vite pretensionata (dai ciscinetti) a 0,1 mm/mt.
Dopo che un comando con motori brushless (dotati di encoder) per poter avere la taratura parametrica di "Back-Lash".
Tutto ciò che è inferiore... darà problemi di vibrazioni ed imprecisione meccanica.
La vite a filetto trapezoidale è soggetta ad usura. In breve tempo il motore passo-passo, all'inversione di marcia, perderà impulsi nel gioco che si è formato. Anche i cuscinetti radiali non potranno contenere per tanto tempo la spinda assiale che si crea durante il movimento dell'asse.
Non voglio fare il saccente. ma sono 25 anni che costruisco macchine utensili a controllo numerico, 15 di questi passati a stretto contatto con ingegneri giapponesi...
parole sante.. il fai da te crea situazioni imbarazzanti... io lavoro con i cnc ed ho avuto la presunzione di farmene una casereccia.. il resto ve lo può spiegare roy 67..
Gianni Visentin --- se fosse vero che sbagliando si impara io sarei come minimo premio Nobel
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Autocostruirsi una fresatrice non è poi così difficile. Bisogna però tenere ben presenti alcune regole di fisica e meccanica.
- La perpendicolarità degli assi cartesiani ortogonali
- Quali sono gli assi (molti confondo X con Y oppure con Z)
- La torsione meccanica da accelerazione motori
- La spinta meccanica assiale sui cuscinetti
- Soprattutto la caduta meccanica dovuta a sbilanciamento dei pesi
Questi fattori abbreviano la vita di una macchina utensile esageratamente. Se poi è autocostruita... ancor di più.
- La perpendicolarità degli assi cartesiani ortogonali
- Quali sono gli assi (molti confondo X con Y oppure con Z)
- La torsione meccanica da accelerazione motori
- La spinta meccanica assiale sui cuscinetti
- Soprattutto la caduta meccanica dovuta a sbilanciamento dei pesi
Questi fattori abbreviano la vita di una macchina utensile esageratamente. Se poi è autocostruita... ancor di più.
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
Egidio

- Messaggi: 14292
- Iscritto il: giovedì 17 maggio 2012, 13:26
- Nome: Egidio
- Regione: Abruzzo
- Città: Ortona
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Interessante discussione..........Sei sempre molto preciso e pratico. Saluti. Egidio.
Egidio Lofrano
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Roy ha perfettamente ragione, ma come ho già anticipato quello che stò descrivendo è un autocostruzione senza grosse pretese e con materiali per lo piu di recupero..
Per costruire tutta ma macchina ho speso sotto le 200 euro;
Giustamente, ora dopo tre anni di uso abbastanza inteso le viti trapezie con le chiocciole in bronzo sarebbero da sostituire con le superiori, come previsto inizialmente..
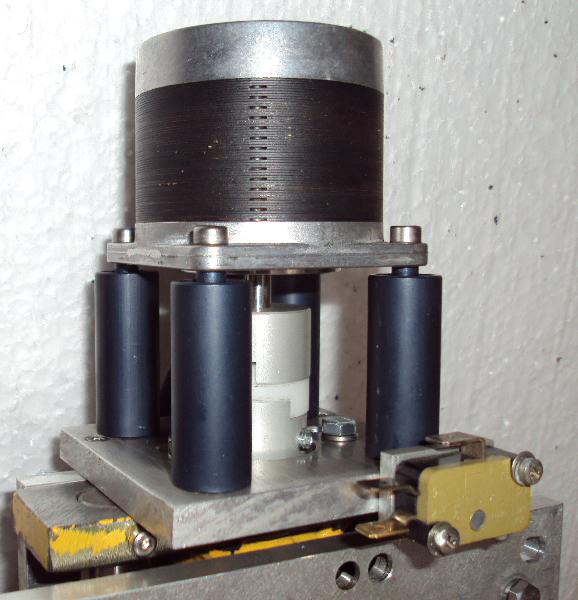
Tornando alla mia autocostruzione, siamo arrivati ai motori; inizialmente avevo questi:
Immagine:
44,14 KB
Immagine:

64,66 KB
Immagine:
44,44 KB
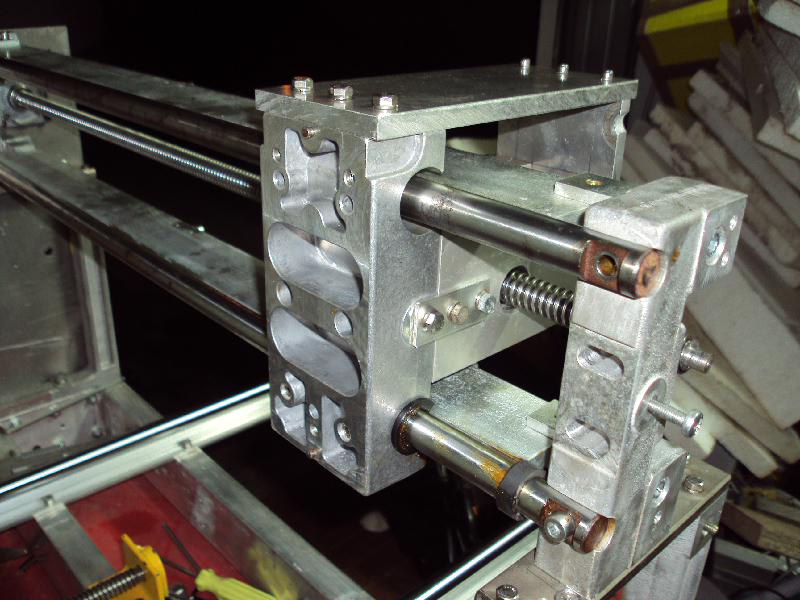
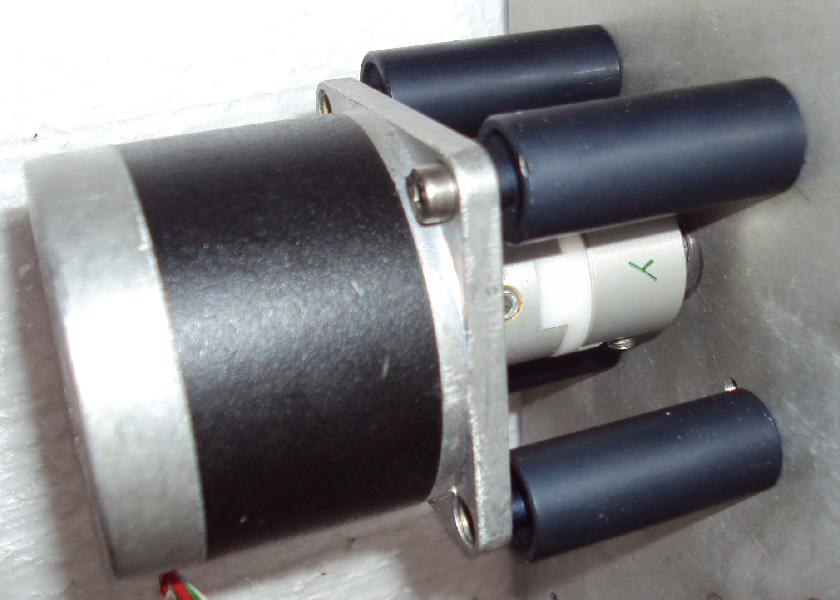
Come potete vedere fissati tramite un castelletto formato da 4 cilindretti in alluminio e accoppiati alle viti tramite appositi giunti che pareggiano se ci fosse un piccolo fuori asse.
Sono motori passo passo tipo nema 23, da 200 step per giro che alimento tramite i drive a circa 28 volt.
I motori step in parole povere sono particolari perchè possiamo mettere il suo asse in un determinato punto preciso, o meglio dire in uno dei 200 step (in questo caso) che formano un giro.
Attenzione, grazie al drive possiamo scegliere di dividere il passo in mezzo passo e avere 400 punti per fermarsi in un giro. Piu precisione, ma piu lentezza nei movimenti, perchè il computer in quel caso dovra inviare il doppio dei comandi.
Alcuni drive permettono addirittura di fare 1/8 di passo o 1/16 per avere precisioni maggiori.
Per costruire tutta ma macchina ho speso sotto le 200 euro;
Giustamente, ora dopo tre anni di uso abbastanza inteso le viti trapezie con le chiocciole in bronzo sarebbero da sostituire con le superiori, come previsto inizialmente..
Tornando alla mia autocostruzione, siamo arrivati ai motori; inizialmente avevo questi:
Immagine:
44,14 KB
Immagine:
64,66 KB
Immagine:
44,44 KB
Come potete vedere fissati tramite un castelletto formato da 4 cilindretti in alluminio e accoppiati alle viti tramite appositi giunti che pareggiano se ci fosse un piccolo fuori asse.
Sono motori passo passo tipo nema 23, da 200 step per giro che alimento tramite i drive a circa 28 volt.
I motori step in parole povere sono particolari perchè possiamo mettere il suo asse in un determinato punto preciso, o meglio dire in uno dei 200 step (in questo caso) che formano un giro.
Attenzione, grazie al drive possiamo scegliere di dividere il passo in mezzo passo e avere 400 punti per fermarsi in un giro. Piu precisione, ma piu lentezza nei movimenti, perchè il computer in quel caso dovra inviare il doppio dei comandi.
Alcuni drive permettono addirittura di fare 1/8 di passo o 1/16 per avere precisioni maggiori.
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Roy correggimi pure se ne senti il bisogno; per esempio se ho fatto confusione tra l'asse X e Y, perchè questo è sempre stato un dubbio per me..
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
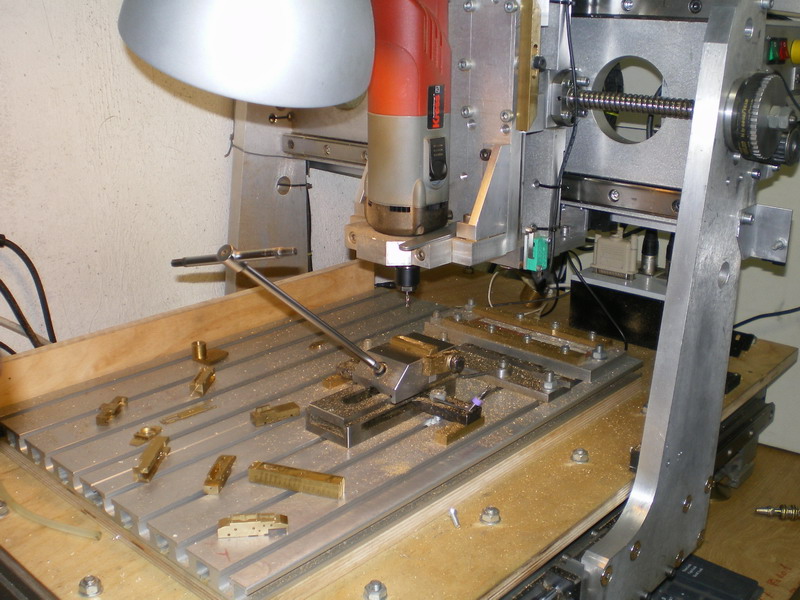
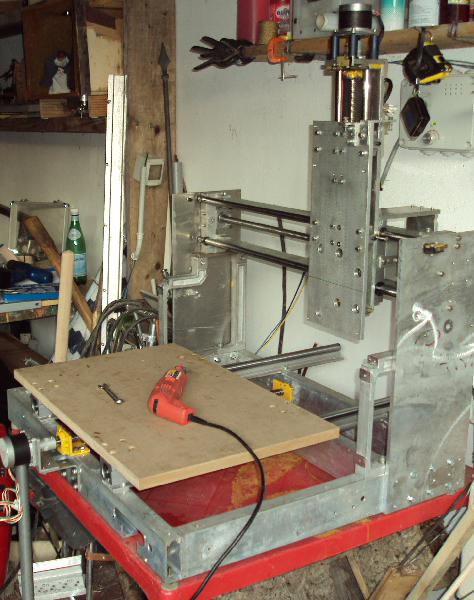
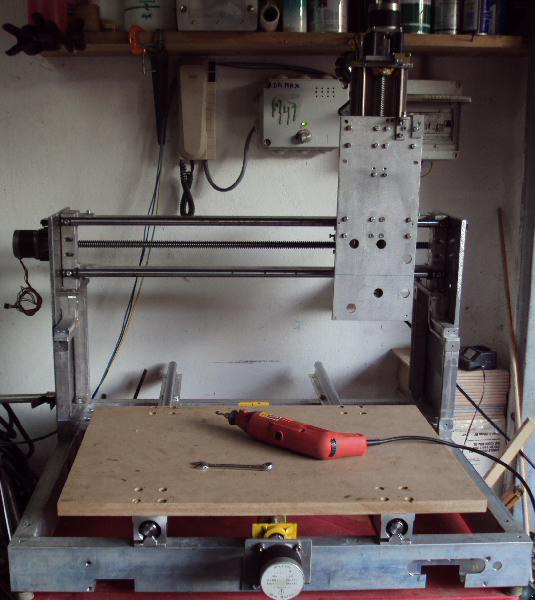
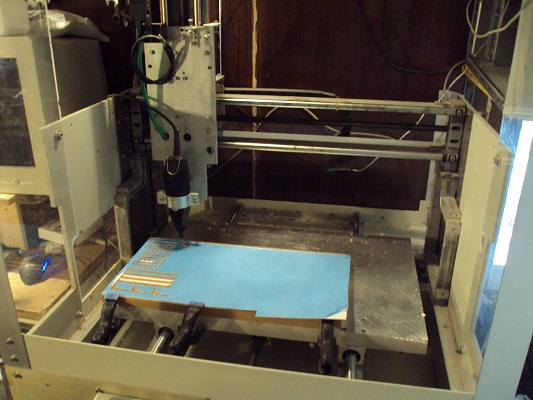
Questo era il punto dei lavori per le prime fresature..
Immagine:
52,83 KB
Immagine:
44,18 KB
Il piano di lavoro provvisorio era in Mdf da 40mm, oggi sostituito da una lastra di alluminio di 600 x 400 x 40 mm.
Al tempo utilizzavo il minitrapano valex, ma tutt'oggi sono rimasto lì con il dremel in attesa di un elettromadrino serio..
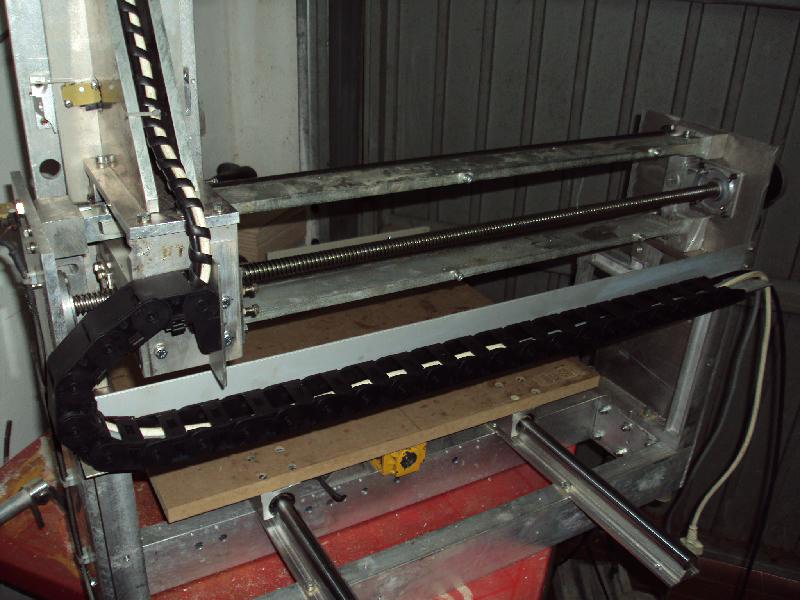
Per nascondere i cavi di collegamento ai vari assi per finecorsa, alimentazione elettromandrino e tubi vari ho utilizzato apposite catene portacavo:
Immagine:
69,16 KB
Immagine:
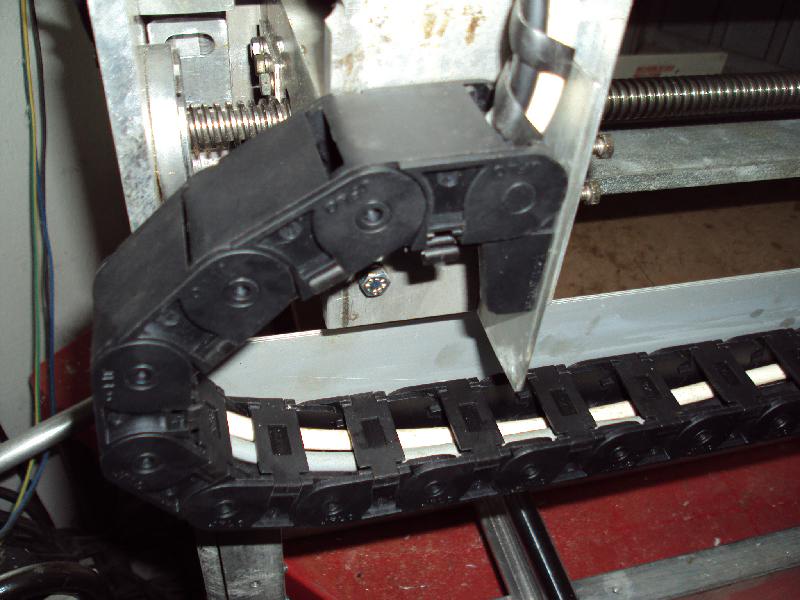
63,05 KB
Immagine:
52,83 KB
Immagine:
44,18 KB
Il piano di lavoro provvisorio era in Mdf da 40mm, oggi sostituito da una lastra di alluminio di 600 x 400 x 40 mm.
Al tempo utilizzavo il minitrapano valex, ma tutt'oggi sono rimasto lì con il dremel in attesa di un elettromadrino serio..
Per nascondere i cavi di collegamento ai vari assi per finecorsa, alimentazione elettromandrino e tubi vari ho utilizzato apposite catene portacavo:
Immagine:
69,16 KB
Immagine:
63,05 KB
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Prima di passare all'elettronica e al computer vorrei finire prima la parte mecanica.
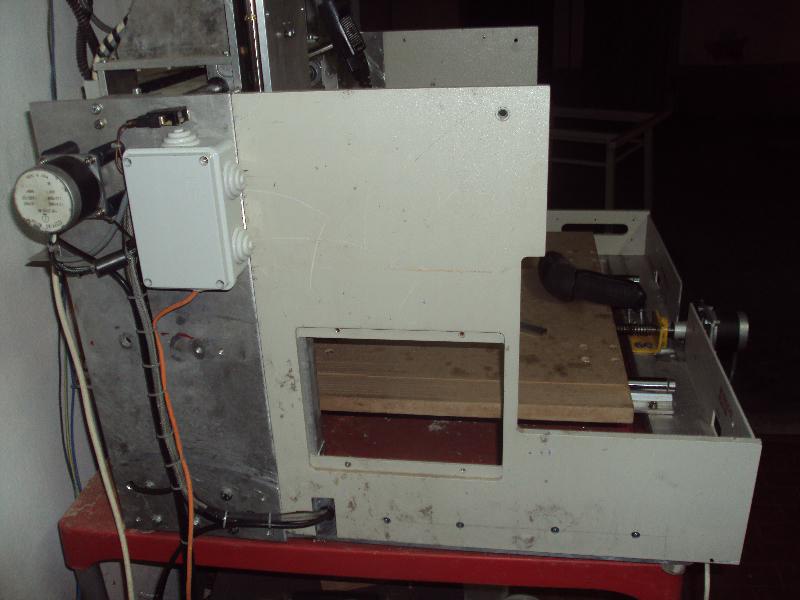
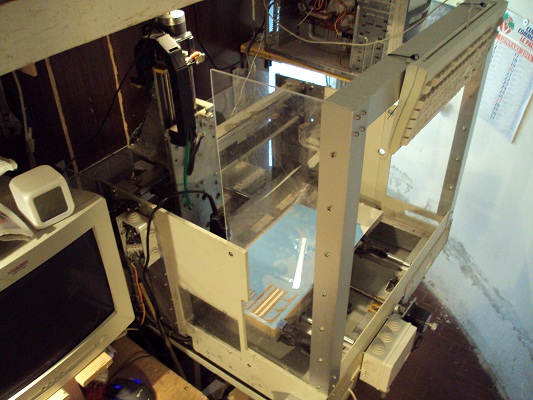
Per un annetto la fresa ha lavorato così, poi ho deciso di inscatolarla e creare l'impianto di reffreddamento per l'utensile necessario per lavorare metalli.
da DR 1.1 a DR1.2
Ho riutilizzato i fianchetti originali del macchinario in plstica:
Immagine:

43,1 KB
Immagine:
44,88 KB
Ho sostituito poi il piano di lavoro con uno in alluminio, come gia anticipato.
Tutto il perimetro rimasto è stato chiuso con il plexiglass e davanti ho fatto due sportelli (ancora da montare)
Ho saldato un banco apposito con una vasca per il recupero del liquido:
Immagine:

39,32 KB
Immagine:
35,35 KB
Per un annetto la fresa ha lavorato così, poi ho deciso di inscatolarla e creare l'impianto di reffreddamento per l'utensile necessario per lavorare metalli.
da DR 1.1 a DR1.2
Ho riutilizzato i fianchetti originali del macchinario in plstica:
Immagine:
43,1 KB
Immagine:
44,88 KB
Ho sostituito poi il piano di lavoro con uno in alluminio, come gia anticipato.
Tutto il perimetro rimasto è stato chiuso con il plexiglass e davanti ho fatto due sportelli (ancora da montare)
Ho saldato un banco apposito con una vasca per il recupero del liquido:
Immagine:
39,32 KB
Immagine:
35,35 KB
Massimo - visita il mio sito
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Ecco la vasca e nuovo ilpiano.
Immagine:

54,53 KB
Immagine:

98,46 KB
Immagine:
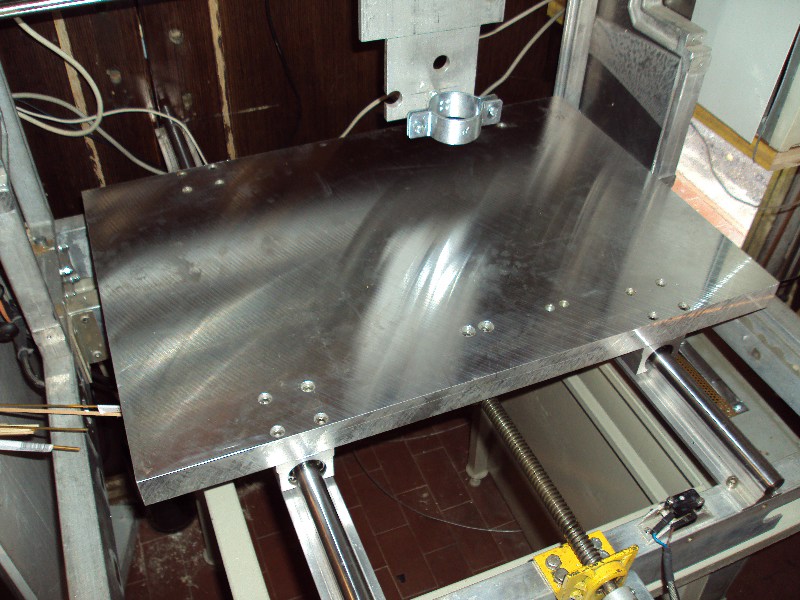
128,33 KB
Ai lati del banco ho messo delle opportune piastre che fanno da rinforzo delle gambe e la destra serve per fissare il quadro che ospita l'elettronica:
Immagine:
40,31 KB
Immagine:

57,5 KB
Ed ecco il quadro montato con l'elettronica:
Immagine:

156,94 KB
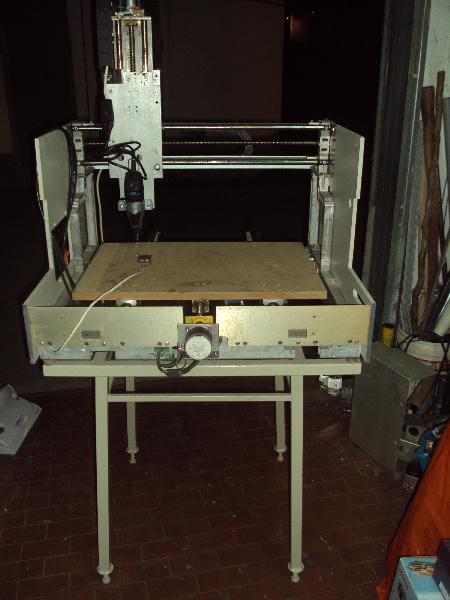
Ed ecco la macchina oggi, con l'impianto di raffreddamento ancora da terminare...
Immagine:
107,25 KB
Immagine:
116,8 KB
Vi allego due video delle prime fresature, un PCB:
Fresatura:
Foratura:
Continua..
Immagine:
54,53 KB
Immagine:
98,46 KB
Immagine:
128,33 KB
Ai lati del banco ho messo delle opportune piastre che fanno da rinforzo delle gambe e la destra serve per fissare il quadro che ospita l'elettronica:
Immagine:
40,31 KB
Immagine:
57,5 KB
Ed ecco il quadro montato con l'elettronica:
Immagine:
156,94 KB
Ed ecco la macchina oggi, con l'impianto di raffreddamento ancora da terminare...
Immagine:
107,25 KB
Immagine:
116,8 KB
Vi allego due video delle prime fresature, un PCB:
Fresatura:
Foratura:
Continua..
Massimo - visita il mio sito
-
carlo mercuri
- Messaggi: 3502
- Iscritto il: sabato 12 novembre 2011, 21:37
- Nome: Carlo
- Regione: Toscana
- Città: Scandicci
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Come ti invidio Massimo......io in queste cose sono negato!!!
Veramente apprezzabile valutando anche la spesa davvero minima!
Veramente apprezzabile valutando anche la spesa davvero minima!
We will rock you! - Officine Mercuri
-
massimobertocci
- Messaggi: 417
- Iscritto il: venerdì 7 settembre 2012, 16:28
- Nome: Massimo
- Regione: Toscana
- Città: Gavorrano
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Ti ringrazio Carlo!!
Il discorso è che però dovrei terminarla e migliorarla, invece procedo a passo di bradipo, e soprattutto dedico tutto il mio tempo libero (e le poche risorse economiche dedicabili agli hobby) al ferroviario e la fresa resta li...
Massimo
Il discorso è che però dovrei terminarla e migliorarla, invece procedo a passo di bradipo, e soprattutto dedico tutto il mio tempo libero (e le poche risorse economiche dedicabili agli hobby) al ferroviario e la fresa resta li...
Massimo
Massimo - visita il mio sito
-
roy67
- Socio GAS TT
- Messaggi: 6520
- Iscritto il: domenica 27 gennaio 2013, 8:13
- Nome: Roberto
- Regione: Emilia Romagna
- Città: Parma
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Ciao Massimo. I miei sono consigli e non critiche. Ci mancherebbe... 
Anzi, tanto di cappello per l'intrapprendenza ed il risultato che hai ottenuto.
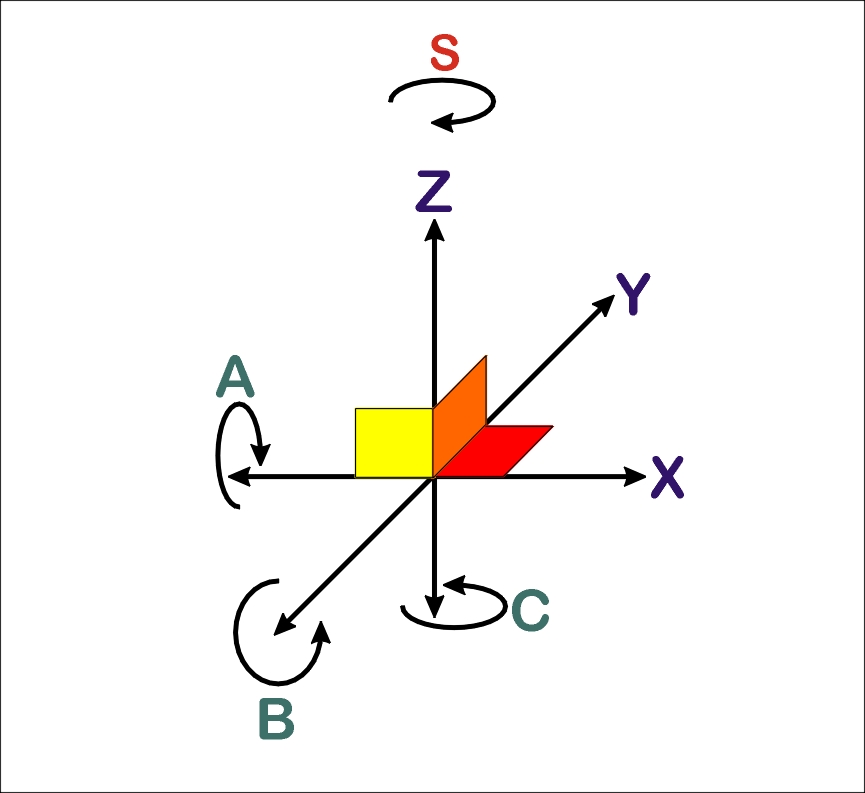
Approfitto mer mettere alcuni schemi di assi cartesiani applicati alle macchine utensili.
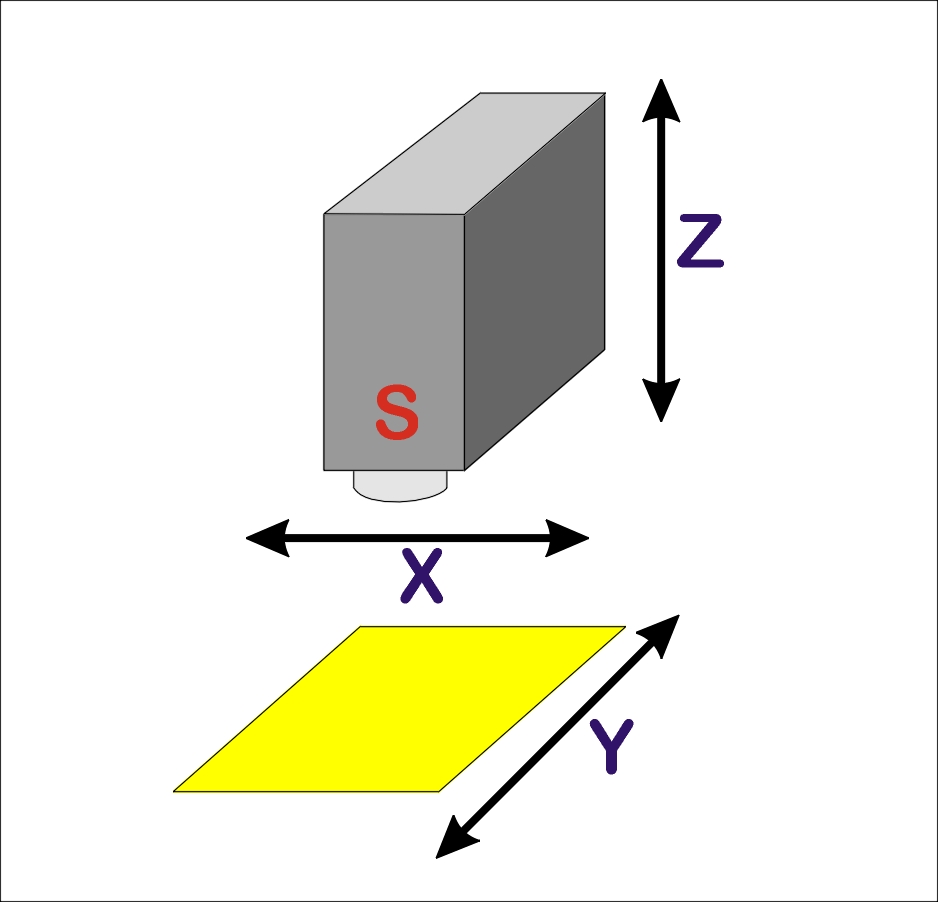
Da ricordare che: Il Mandrino è considerato asse, denominato "asse S" da "Spindle", in quanto è comunque un asse rotante a velocità controllata, senza divisione in gradi.(comandato anch'esso da un motore).
Quindi il suo asse longitudinale è il primo da tenere in considerazione per la "mappa" degli assi cartesiani.
L'avvicinamento o l'allontanamento assiale del mandrino al piano di lavoro (o dell'utensile al mandrino in caso di tornio) è chiamato "asse Z".
L'asse orizzontale, perpendicolare al mandrino, ma parallelo al piano guide di quest'ultimo, è detto "asse X"
L'asse orizzontale, perpendicolare al mandrino, perpendicolare all'asse X e detto "asse Y".
In definitiva. In una fresatrice verticale (come la tua ad esempio), Se ci mettiamo frontalmente alla macchina, avremo:
Asse Z: Movimento verticale (su-giù)
Asse X: movimento trasversale (destra-sinistra)
Asse Y: Movimento longitudinale: (avanti-indietro).
Questa regola è dettata dalle norme UNI. Quindi, comunque sia inclinato il mandrino (verticale od orizzontale) è sempre valida.
In un centro di lavoro orizontale avremo l'asse X che rimane tale, ma il verticale è la Y ed il longitudinale la Z, questo perché il mandrino è orizzontale.
Questi sono un paio di schemi:
Immagine:
71,3 KB
Immagine:
81,35 KB
Come avrai notato ho messo anche gli assi rotanti relativi con divisione in gradi.
Perchè su tali assi potrebbero esservi assi rotanti o girevoli.
Un esempio di un video dimostrativo di un centro di lavoro che interpola a 5 assi (5 motori in movimento + il mandrino), trovato su youtube:
Anzi, tanto di cappello per l'intrapprendenza ed il risultato che hai ottenuto.
Approfitto mer mettere alcuni schemi di assi cartesiani applicati alle macchine utensili.
Da ricordare che: Il Mandrino è considerato asse, denominato "asse S" da "Spindle", in quanto è comunque un asse rotante a velocità controllata, senza divisione in gradi.(comandato anch'esso da un motore).
Quindi il suo asse longitudinale è il primo da tenere in considerazione per la "mappa" degli assi cartesiani.
L'avvicinamento o l'allontanamento assiale del mandrino al piano di lavoro (o dell'utensile al mandrino in caso di tornio) è chiamato "asse Z".
L'asse orizzontale, perpendicolare al mandrino, ma parallelo al piano guide di quest'ultimo, è detto "asse X"
L'asse orizzontale, perpendicolare al mandrino, perpendicolare all'asse X e detto "asse Y".
In definitiva. In una fresatrice verticale (come la tua ad esempio), Se ci mettiamo frontalmente alla macchina, avremo:
Asse Z: Movimento verticale (su-giù)
Asse X: movimento trasversale (destra-sinistra)
Asse Y: Movimento longitudinale: (avanti-indietro).
Questa regola è dettata dalle norme UNI. Quindi, comunque sia inclinato il mandrino (verticale od orizzontale) è sempre valida.
In un centro di lavoro orizontale avremo l'asse X che rimane tale, ma il verticale è la Y ed il longitudinale la Z, questo perché il mandrino è orizzontale.
Questi sono un paio di schemi:
Immagine:
71,3 KB
Immagine:
81,35 KB
Come avrai notato ho messo anche gli assi rotanti relativi con divisione in gradi.
Perchè su tali assi potrebbero esservi assi rotanti o girevoli.
Un esempio di un video dimostrativo di un centro di lavoro che interpola a 5 assi (5 motori in movimento + il mandrino), trovato su youtube:
Ciao. Roberto Alinovi - L'uomo non teme ciò che in lui non c'è. (Hermann Hesse)
-
liftman

- Messaggi: 7762
- Iscritto il: domenica 29 gennaio 2012, 14:40
- Nome: Rolando
- Regione: Liguria
- Città: La Spezia
- Ruolo: Moderatore
- Stato: Non connesso
Re: La mia fresa CNC: DR1.1
Wow che bel topic! Anche se non ho ambizioni di autocostruzioni (mi piacerebbe pero....  ) seguo con molto interesse!
) seguo con molto interesse!
Ciao!
Rolando
Rolando